Высокотемпературная сварка — это сварка таких металлов, как медь, кремний и алюминий. В качестве примера можно привести отечественный шов 34А или его зарубежный аналог «алюминий-13». Он содержит 87 % алюминия и 13 % кремния, в результате чего температура сварки составляет 590-600 °C.
Как спаять алюминий в домашних условиях, особенности пайки алюминия
Сварка алюминия в домашних условиях — сложный процесс. Сложность обусловлена свойствами металла, которые затрудняют соединение отдельных кусков алюминия с другими материалами. Сварка алюминия должна производиться по специально разработанным технологиям, чтобы обеспечить качество шва. Важен опыт мастера, соединяющего алюминиевые детали сваркой.
Многие люди пытались сварить алюминий в домашних условиях и обнаруживали, что сварной шов не хочет прилипать к поверхности деталей. Это происходит из-за образования на металле устойчивого оксидного слоя, который имеет низкую адгезию к сварочному материалу. Методы сварки алюминия в домашних условиях приводят к борьбе с защитным слоем.
В минералогии оксид алюминия называют корундом. Он состоит из прозрачных кристаллов, которые являются драгоценными камнями. Окраска корунда варьируется в зависимости от примесей: Хром — красноватый, а сапфир — голубоватый. Оксидный слой чрезвычайно прочен и не поддается сварке. Его необходимо удалить с поверхности, после чего детали можно сваривать.

Как удалить оксидную пленку
Оксидный слой может быть удален с поверхности металла различными методами, наиболее эффективными из которых являются химический и механический. Оба метода требуют наличия воздушной и бескислородной среды.
Химический метод основан на осаждении цинка или меди на поверхность заготовки путем электролиза. Сульфат меди наносится в виде концентрированного раствора на поверхность, подготовленную для сварки. Главный полюс батареи или другого источника энергии подключается к очищенному участку металла. Один конец медной проволоки подключается к положительному полюсу, а другой конец погружается в раствор на поверхности алюминия. В процессе электролиза тонкий слой меди или цинка оседает на алюминии и прочно сцепляется с ним. Теперь алюминий можно сваривать с оловом.
Для удаления оксида используется масляная пленка. Для этого метода предпочтительно использовать синтетическое масло или трансформаторное масло с низким содержанием воды. Другие типы масла следует хранить при температуре +150…+200°C, поскольку вода испаряется. При более высоких температурах содержимое начинает разбрызгиваться. Нанесите дегидратирующее масло на поверхность алюминиевой детали. С помощью наждачной бумаги протрите алюминий под нанесенным слоем и удалите оксид.
Наждачную бумагу можно заменить скальпелем, зазубренным наконечником паяльника или железными опилками, снятыми с ногтя, обработанного пилочкой. Опилки смазывают маслом и натирают кончиком паяльника для удаления оксидного слоя. Громоздкую деталь желательно нагреть струей горячего воздуха. Клей окунается паяльником в каплю масла и втирается в шов. Для улучшения процесса сварки следует добавить канифоль или другой флюс.
Читайте также.
Для сварки алюминиевых кабелей разработаны флюсы на основе ацетилсалициловой кислоты или ортофосфорной кислоты, боратов или натриевых солей. Смола используется редко; она не очень эффективна на алюминии. Флюсы используются при сварке кабелей, контейнеров и других объектов.
Флюсы для пайки алюминия
Флюсы очень реактивны, поэтому после пайки их необходимо смывать раствором воды и щелочи. В качестве травителя хорошо подходит пищевая сода. После раствора гидроксида натрия соединение следует смыть чистой водой. Следует защищать дыхательные пути от проглатывания паров флюса. Они могут раздражать слизистые оболочки и попадать в кровь. Наиболее распространенные из них следует рассмотреть отдельно.
Канифоль
Росин — самый популярный из всех флюсов. Он используется для связывания различных металлов. Она действует на алюминий только в отсутствие воздуха и поэтому используется редко. Время работы с канифолью больше, а эффективность ниже. Этот ток не для профессионалов, им можно сваривать, но качество шва не очень хорошее.
Порошковый флюс
Алюминий сваривается газовой горелкой с использованием порошковой струи. Не рекомендуется добавлять кислород в пламя, так как это снижает эффективность флюса. Наиболее распространенными флюсами являются следующие:
- Ф-34А;
- бура;
- ацетилсалициловая кислота;
- паяльный жир.

Ф-34А — активный флюс, содержащий 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка. Флюс можно использовать с клеями, содержащими химические добавки. Он гигроскопичен и растворим в воде.
Боракс представляет собой порошок, который плавится при температуре 700 °C, растворим в воде и смывается водным раствором лимонной кислоты. Отличается низкой стоимостью
Ацетилсалициловая кислота встречается в виде таблеток аспирина. При нагревании горелкой она выделяет вредные пары, которые обжигают нос, глаза и органы дыхания.
Сварочное масло состоит из парафина, хлорида аммония и цинка и деионизированной воды. Оно хорошо действует на предварительно нагретые и законсервированные детали. После сварки алюминиевых деталей рекомендуется смыть остатки флюса, иначе они будут разрушать металл.
Жидкий флюс
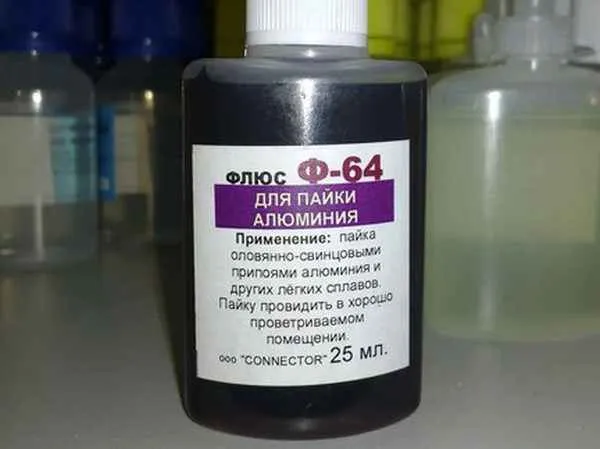
Жидкий флюс наносится тонким слоем на сварной шов. Он быстро испаряется, образуя пары при сгорании паяльника. Флюс F-64 содержит фториды, тетраэтиламмоний, ингибиторы коррозии и ионизированную воду. Он хорошо разрушает оксидный слой и помогает при сварке больших алюминиевых деталей. Используется при сварке меди, алюминия, оцинкованного железа и других металлов.
F-61 состоит из триэтаноламина, фторбората аммония и фторбората цинка. Используется для пайки и сварки алюминиевых сплавов при температуре до 250°C. Castolin Alutin 51 L состоит из кадмия, свинца и 32 % олова. Он наиболее эффективно работает при температурах выше 160°C.
Читайте также: Как работает пьезоэлемент и что такое пьезоэффект?
Любая из перечисленных жидкостей помогает при сварке алюминиевых банок, алюминиевых изделий разных размеров, соединении алюминиевых изделий из дюралюминия, дюралюминиевых изделий (дюралюминия) сваркой.
Особенности
Алюминий — металл достаточно плотный, но легкий. Эти преимущества обусловили его частое использование в производстве посуды. Использовать алюминиевые изделия несложно, но бывают случаи, когда необходимо заделать трещину или отверстие или сварить части посуды. Помимо посуды, алюминий также используется для изготовления проводов, с которыми легко работать, так как они мягкие, но обладают хорошей прочностью.
Единственным недостатком этого провода является то, что его очень трудно сваривать.
Большинство металлов можно нагревать и сваривать, но алюминий — это особое вещество, которое при контакте с воздухом окисляется и покрывается оксидным слоем, поверх которого нельзя сварить ни один металл. Чтобы сварить этот материал, необходимо подобрать правильный флюс.
Флюс — это вещество или различные компоненты, которые могут использоваться для удаления окислов с металлов, подлежащих сварке. Благодаря органическим и неорганическим соединениям флюса можно снизить поверхностное натяжение и улучшить текучесть жидкого припоя. Он также защищает материал от воздействия окружающей среды.
Поскольку алюминий — необычный металл, стоит поискать и специальные флюсы. Сварка алюминия с оловом считается самым простым и удобным способом достижения желаемого результата. К преимуществам использования олова при сварке алюминия относятся:
- невысокую цену материала;
- возможность использования олова для деталей с разной толщиной;
- высокую скорость плавления и способность покрыть всю поверхность алюминиевой детали, на которой проводятся работы;
- низкую температуру плавления, что позволяет быстро справляться с задачей;
- общедоступность олова.
Однако помимо преимуществ стоит упомянуть и о недостатках:
- возможность разрушения готового соединения под воздействием высокой температуры;
- неспособность выдерживать сильные механические нагрузки;
- своими силами не всегда удается достичь желаемого результата.
Для того чтобы расплавить алюминий, необходимо знать основные методы этого процесса и способы их применения.
Методы
При плавлении алюминия с оловом образуется оксидный слой, который можно удалить только с помощью растворителей или металлических щеток. Чтобы основной металл был расплавлен правильно, температура должна быть подходящей. Слишком высокая температура разрушает алюминий, а слишком низкая не позволяет правильно сварить материалы.
Существуют различные методы сварки олова.
- С использованием газовой горелки, которая крепится шлангом к баллону, что дает возможность регулировки мощности поступающего газа. Температуру огня можно отрегулировать изменением давления внутри баллона.
- С использованием бензиновых горелок. Применяется для соединения тонких слоев металла ввиду невозможности менять и повышать температуру пламени.
- С использованием паяльника. Для работы необходимы дополнительные материалы, такие как канифоль. Паяльник нужно разогреть до той температуры, которая расплавит и канифоль, и олово.
Для этого вида работ необходимо использовать алюминиевый флюс Ф-59А, Ф-61А и активный флюс для сварки алюминия. Когда вы плавите металл, у вас должны быть с собой эти инструменты:
- растворитель;
- щетка из металла;
- паяльник или горелка;
- инструмент для резки;
- флюс.
Имея все необходимое, вы можете приступать к работе.
Полезные советы
Чтобы паять алюминий оловом в домашних условиях, рекомендуется соблюдать определенную последовательность действий:
- прогреть алюминиевую деталь, что разрушит слой оксида;
- сместить акцент на место соединения деталей и греть его несколько секунд;
- поднести припой к центру пламени, держать его около алюминиевой детали;
- как только припой начнет плавиться, поднести его к металлу, чтобы он заполнил все швы и пустоты.
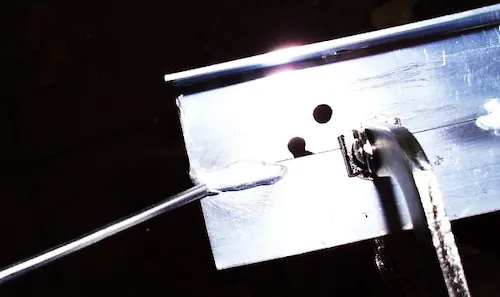
Таким образом можно сваривать как плоские, так и круглые детали. Для работы с алюминиевыми трубами, которые необходимо сварить вместе, нагрейте их края и поместите шов в месте соединения двух частей, где концентрируется поток. Под действием потока сварочный материал растекается по шву и склеивает его, а не заливает трубу изнутри. Для более толстого металла олово следует наносить в несколько слоев.
Для качественного плавления алюминиевого олова необходимо поддерживать правильную температуру при использовании газовой горелки.
Этого очень трудно добиться, особенно неопытному мастеру, поэтому при работе следует быть предельно внимательным и осторожным. Поскольку сварка алюминия предполагает использование инструментов, очень важно не поступаться безопасностью. При работе с газовой горелкой важно проверить шланг на наличие трещин и изгибов, а также целостность баллона.
При выборе пламени имейте в виду, что для плавления вам нужно пламя, которое не коптит и горит равномерно и без перерывов. Должна быть возможность увеличивать или уменьшать пламя для поддержания оптимальной температуры.
При использовании паяльника важно держать его в безопасном месте и выключать после использования. При работе с флюсами некоторые из них могут выделять вредные соединения после нагрева, поэтому стоит убедиться, что рабочая зона хорошо проветривается.
Информацию о сварке алюминия с оловом см. ниже.
Флюс
При выборе флюса следует учитывать, что не все флюсы могут быть активны в отношении алюминия. Для таких целей мы рекомендуем продукцию отечественных производителей — Ф-59А, Ф-61А, Ф-64, они состоят из фторбората аммония с добавлением триэтаноламина. Обычно на флаконе есть надпись «для алюминия» или «для сварки алюминия».

Для сварки при высоких температурах следует приобретать флюс с обозначением 34А. Они состоят из хлорида калия (50 %), хлорида лития (32 %), фторида натрия (10 %) и хлорида цинка (8 %). Этот состав лучше всего подходит для сварки при высоких температурах.

Подготовка поверхности
Перед началом сварочных работ необходимо выполнить следующие действия:
- обезжирить поверхность при помощи ацетона, бензина или любого другого растворителя;
- удалить оксидную пленку с места, где будет производится пайка. Для зачистки используется наждачная бумага, абразивный круг или щетка с щетиной из стальной проволоки. В качестве альтернативы можно применить травление, но эта процедура не так сильно распространена в силу своей специфичности.
Следует отметить, что полностью удалить оксидный слой невозможно, так как на очищенном участке сразу же образуется новый слой. Поэтому травление необходимо не для полного удаления слоя, а для уменьшения его толщины, чтобы флюс легче удалялся.
Нагрев места пайки
Для пайки небольших деталей можно использовать паяльник мощностью не менее 100 Вт. Для крупногабаритных деталей необходим более мощный нагреватель.

Для нагрева лучше всего использовать газовую горелку или сварочную лампу.

При использовании горелки в качестве нагревателя необходимо учитывать следующие детали:
- нельзя перегревать основной металл, поскольку он может расплавиться. Поэтому в процессе необходимо регулярно контролировать температуру. Делать это можно, касаясь припоем нагреваемого элемента. Расплавление припоя даст знать, что достигнута необходимая температура;
- не следует использовать кислород для обогащения газовой смеси, поскольку он способствует сильному окислению металлической поверхности.
Инструкция по пайке
Процесс сварки алюминиевых деталей не имеет каких-либо особенностей и выполняется так же, как и для стали или меди.
Последовательность операций следующая:
- обезжиривается и зачищается место пайки;
- производится фиксация деталей в нужном положении;
- нагревается место соединения;
- прикасаются стержнем припоя (содержащим активный флюс) к месту соединения. Если используется безфлюсовый припой, то для разрушения пленки оксида наносится флюс, после чего трут твердым куском припоя по месту пайки.
Для разрушения слоя оксида алюминия также используется стальная проволочная щетка с щетиной. Этот простой инструмент используется для втирания расплавленного припоя в алюминиевую поверхность.
Сварка алюминия — полное видео с инструкциями https://www.youtube.com/watch?v=ESFInizLE9U
Что делать, если у меня нет нужных материалов?
Если нет возможности подготовить все необходимые для сварки материалы, можно использовать альтернативный метод с применением олова или свинца. Флюс заменяется канифолью. Чтобы предотвратить образование нового слоя оксида алюминия на месте старого, зачистка производится под слоем расплавленной канифоли.
Паяльник служит не только по своему прямому назначению, но и как инструмент для удаления оксидного слоя. Для этого в шип вставляется специальный скребок. Повысить эффективность процесса можно, добавив в канифоль металлические нити.
Процесс осуществляется следующим образом:
- нагретым луженым паяльником расплавляют канифоль в месте пайки;
- когда канифоль полностью покрывает поверхность, начинают тереть об нее жалом паяльника. В результате этого металлические опилки и жало разрушают пленку оксида алюминия. Поскольку слой расплавленной канифоли не позволяет проникать воздуху к алюминиевой поверхности, на ней не образовывается оксидная пленка. По мере того, как производится разрушение пленки, будет происходить лужение детали;
- когда процесс лужения завершен, детали соединяют и прогревают, пока не будет достигнута температура плавления припоя.
Следует отметить, что сварка алюминия без специальных материалов — довольно проблематичный процесс, который не гарантирует успешного завершения. Поэтому лучше не тратить время и силы на решение такой задачи, тем более что качество и надежность такого соединения будет сомнительной.
Гораздо проще приобрести активный флюс и высокотемпературное сварочное оборудование, с которым сварка алюминия не вызовет никаких трудностей даже в домашних условиях.
Подготовка деталей
Чтобы получить качественное и надежное соединение, недостаточно просто знать, как сваривать алюминий, важно также правильно подготовить поверхности соединяемых деталей к сварке. Такая подготовка включает в себя обезжиривание поверхностей и удаление оксидного слоя.
Обезжиривание производится обычным способом: ацетоном, бензином или другим подходящим растворителем.
Удаление оксидного слоя перед сваркой, которое также легко выполнить вручную, в основном производится механическим шлифованием, которое можно выполнить с помощью шлифовального круга, наждачной бумаги, проволочной щетки или сетки из нержавеющей стали. Менее распространенным методом удаления такого слоя является гравировка поверхности алюминиевых деталей растворами кислот.

Шлифование поверхностей перед сваркой с помощью шлифовального станка
Хорошо известно, что при контакте с окружающим воздухом на поверхности алюминия почти сразу образуется оксидный слой. Этот процесс происходит и на зачищенной поверхности перед сваркой, но смысл зачистки в том, что вновь образованный слой гораздо тоньше удаленного, поэтому с ним легче работать флюсу.
Источники нагрева
Пропановая или бутановая горелка в основном используется в качестве элемента для нагрева соединяемых крупных алюминиевых деталей и расплавления припоя. Если вы решили паять алюминий вручную в домашней мастерской, можно использовать и обычную сварочную горелку

Простая в использовании газовая горелка
При нагревании нужно быть очень осторожным, чтобы не расплавить соединяемые детали. Для этого необходимо как можно чаще прикасаться к поверхности деталей, чтобы проверить, не начинают ли они плавиться. Это признак того, что рабочая температура достигнута.
При нагреве деталей и клея перед сваркой необходимо также следить за пламенем газовой горелки: Образуемая им газокислородная смесь должна быть сбалансированной. Это необходимо, поскольку сбалансированная газовая смесь активно нагревает металл, но не оказывает серьезного окислительного действия. Сбалансированную газовую смесь можно узнать по ярко-синему цвету пламени, которое очень мало. Если пламя горелки очень маленькое и бледно-голубое, это указывает на избыток кислорода в газовой смеси.
Для сварки небольших алюминиевых деталей используются электрические паяльники и низкоплавкий припой.
Технологические приемы пайки
Сварка алюминиевых деталей практически идентична процессу соединения других металлов. Соединяемые детали сначала обезжириваются и очищаются, а затем устанавливаются в правильное положение относительно друг друга. Затем на соединяемую область наносится флюс, и соединяемая область нагревается до рабочей температуры.

Процесс сварки деталей из алюминиевого сплава
Сварочный наконечник плавится при рабочей температуре и должен находиться в контакте с поверхностью деталей, чтобы контролировать процесс нагрева.
Сварка алюминиевых сплавов с использованием сварки без флюса имеет свои особенности. Для того чтобы проникновению припоя в поверхность деталей не препятствовал оксидный слой, необходимо выполнять соскабливающие движения в месте последующего соединения «край в край». Таким образом, целостность слоя нарушается, и сцепление клея с основным металлом происходит беспрепятственно.
Чтобы увидеть, как сварка выполняется на практике, посмотрите видеоурок a
Существует еще одна техника, которую можно использовать для удаления оксидного слоя в процессе сварки. Это можно сделать с помощью стержня из нержавеющей стали или металлической щетки, которой проводят по шву и уже расплавленному сварному шву.
Чтобы получить максимально прочное сварное соединение, соединяемые поверхности следует предварительно лудить.
Подготовка изделий
Надежное и качественное соединение обеспечивается не только правильной технологией, но и надлежащей подготовкой. Сюда входит обработка поверхностей, подлежащих лужению. Это необходимо для удаления грязи и тонких оксидных слоев.
Обработка проводится механически с помощью абразивных дисков, стальных щеток, сетки из нержавеющей стали или шлифовальной машины. Кроме того, для очистки используются различные кислотные растворы.
Поверхность может быть обезжирена растворителями, а также бензином или ацетоном. На шлифованном алюминии почти сразу образуется оксидный слой, но он намного тоньше первоначального, что облегчает процесс сварки.
Нагревательные инструменты
Чем можно склеить алюминий в домашних условиях? Для спаивания небольших участков алюминия в домашних условиях используются электрические паяльники. Это универсальный инструмент, который хорошо подходит для пайки проводов, ремонта небольших труб и других предметов. Вам потребуется лишь минимальная рабочая поверхность и подключение к электросети. Ремонт и сварка крупных изделий производится с помощью газовой горелки, использующей аргон, бутан или пропан. Для сварки алюминиевых изделий в домашних условиях можно использовать обычную сварочную горелку.
При использовании газовых горелок необходимо постоянно следить за пламенем, которое характеризуется сбалансированной подачей кислорода и газов. Если газовая смесь подобрана правильно, пламя будет иметь светло-голубой цвет. Слабая окраска, а также маленькое пламя указывают на избыточное количество кислорода.
Технологический процесс
Технология сварки алюминия аналогична процессу соединения деталей из других металлических материалов. Сначала свариваемые участки очищаются и обезжириваются. Затем свариваемые детали укладываются на верстак для удобства работы. Жидкость наносится на подготовленную область, и первоначально холодный продукт нагревается электрическим паяльником или горелкой. При повышении температуры сварочный стержень начинает плавиться, поэтому его необходимо держать в контакте с поверхностью деталей, чтобы контролировать процесс нагрева. Сварка алюминиевых деталей в домашних условиях электропаяльником должна производиться в хорошо проветриваемом помещении из-за выделения вредных соединений
Использование бесфлюсовой пайки требует соблюдения некоторых нюансов. Чтобы оксидный слой не препятствовал проникновению сплава в детали, конец паяльника соскабливают над местом пайки деталей. Таким образом, оксидный слой пробивается, и сварной шов вступает в контакт с обрабатываемым металлом.
Разрушение оксидного слоя во время сварки может быть выполнено другим методом. Для этого обрабатываемый участок протравливается металлической щеткой или стержнем из нержавеющей стали.
Чтобы обеспечить максимальную прочность алюминиевых деталей в зоне сварки, обрабатываемые участки предварительно обрабатывают паяльником. Соблюдение технологии сварки алюминиевых деталей гарантирует отличное качество соединения, а также его защиту от коррозии.
Также рекомендуется дальнейшее чтение:
Припой для пайки алюминия
Наиболее распространенные клеи подходят для сварки алюминия. Наиболее распространенным является оловянный, но также могут использоваться свинец, цинк и висмут. Наиболее подходящим припоем для сварки алюминия является припой 34А, который имеет высокое содержание алюминия, меди и кремния. Также большой популярностью пользуется специальный клей для алюминия ЦОП-40.
Основное различие между клеями для алюминия заключается не только в содержании вышеперечисленных компонентов, но и в температуре нагрева. Самым стабильным припоем является припой с высоким содержанием олова. С другой стороны, припой для алюминия 13 можно плавить только при очень высоких температурах, от 590 градусов и выше.

Поэтому, если вам приходится паять алюминий в домашних условиях, лучше использовать припой без олова. Для нагрева вам понадобится самый обычныйэлектрический паяльникВам понадобится имеющийся в продаже электрический паяльник мощностью от 60 ватт.
Флюс для алюминия и сплавов
Вторым материалом, необходимым для пайки алюминия, являетсяфлюс. Содержит специальные вещества, которые могут разрушить оксидный слой, чтобы сварной шов хорошо сцепился с металлом.
Для сварки алюминия используются следующие флюсы: Ф-59А, Ф-61А, Ф-64А. Все они содержат аммоний и триэтаноламин, которые могут вступать в реакцию с алюминием.
При сварке алюминия газовой горелкой для удаления оксидного слоя используются так называемые высокотемпературные флюсы. Одним из таких флюсов является флюс типа 34А.
Чем и как паять алюминий в домашних условиях
Для сварки алюминия и алюминиевых изделий в домашних условиях можно использовать как газовую горелку, так и паяльник. Паяльник должен быть достаточно мощным, так как для сварки алюминия требуется более высокая температура, чем для сварки меди. Паяльник для сварки алюминия должен иметь мощность не менее 60 Вт.

Процесс сварки алюминия в домашних условиях выглядит следующим образом:
- В начале поверхность алюминия тщательным образом обезжиривается. Для обезжиривания допускается использовать бензин, ацетон и растворители;
- Затем производится удаление оксидной пленки с поверхности алюминия. Сначала наждачной бумагой, а затем флюсом для пайки алюминия;
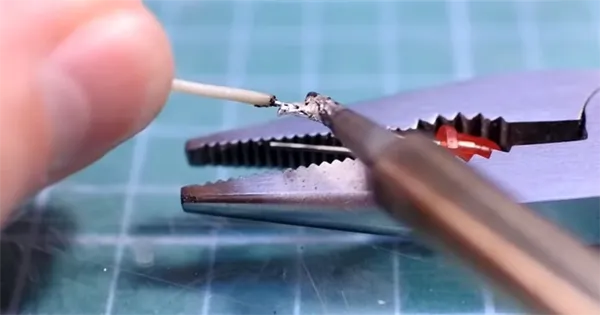
- После этого осуществляется нагрев места пайки (газовой горелкой или паяльником) и распределение припоя.
СваркаПрипой подносится к месту сварки, затем расплавляется паяльником и заполняет полость или шов. Сложность заключается в том, что алюминий быстро остывает, поэтому флюс и припой часто приходится подносить к сварному шву, нагревая паяльником или газовой горелкой.
Подготовка к пайке алюминиевых деталей
Очень важно подготовить алюминий к процессу сварки.

Существует несколько способов сделать это для обеспечения надежного соединения:
- Участок соединения предварительно обезжиривается и обрабатывается канифолью. После того как вещество нанесено на поверхность, сюда же укладывается наждачная шкурка. Далее нужно включить мощный паяльник и плотно прижать им наждачку к поверхности.
- После этого поверхность затирается и шлифуется, а само место соединения одновременно подвергается лужению. На подготовленную поверхность устанавливается алюминиевая деталь, которую можно припаивать уже по обычной схеме. При необходимости, канифоль может быть заменена маслом, используемым в швейных машинах.
- Во втором варианте в канифоль добавляется металлическая стружка, после чего полученная смесь наносится на поверхность места будущего соединения. Жало паяльника нужно хорошо разогреть и залудить, а затем натирать им всю рабочую поверхность спаиваемых деталей до тех пор, пока не расплавится стружка. Одновременно сюда же добавляется припой. В этом случае происходит снятие окиси механическим путем, а припой тут же попадает на поверхность и защищает ее от повторного появления оксидной пленки.
- Третий способ заключается в предварительной очистке поверхности. Для этой цели используется медь, посредством которой удаляется оксидная пленка. Данный метод относится к наиболее сложным, поскольку омеднение поверхности должно выполняться в специальной ванночке.
Выбор припоя и флюса для алюминия
Для сварки алюминиевых проводов, фитингов и деталей можно использовать припой на основе олова и свинца, при условии, что они тщательно очищены. Такая сварка должна производиться с использованием специальных флюсов, состоящих из высокореактивных веществ. Однако из-за слабого взаимодействия алюминиевых изделий с оловом и свинцом и склонности к коррозии такие соединения имеют недостаточную прочность. Поэтому для поверхностей из этого металла используют специальные составы в виде антикоррозионных покрытий.

Сопротивление при последовательном и параллельном соединении резисторов
Из всех известных клеевых материалов составы на основе оловянно-свинцового сплава имеют самую низкую температуру плавления. Соединения алюминия с кремнием имеют самую высокую температуру плавления, но и алюминий, медь и кремний тоже. Эти типы швов плавятся при температуре 590-600 градусов Цельсия в первом случае и 530-550 градусов Цельсия во втором. При необходимости их выбирают для соединения крупных деталей с хорошим теплоотводом или для огнестойких алюминиевых соединений.
Технологические процессы неразрывно связаны с определенными видами потока, которые используются для улучшения взаимодействия всех компонентов сварки.

Выбор наиболее подходящего материала считается достаточно сложной задачей. Особенно это важно, когда в процессе работы используется клей на основе оловянно-свинцового сплава. В состав таких флюсов входят элементы, которые модулируют их повышенную активность при взаимодействии с алюминием. К ним относятся триэтаноламин, фтороборат аммония, фтороборат цинка и другие подобные элементы.
Одним из самых популярных флюидизаторов, производимых в России, считается вещество класса F64, которое характеризуется высокой активностью. Качество этого состава позволяет сваривать металлические детали из алюминия без удаления тугоплавкого оксидного слоя на поверхности.
Спаивание компонентов из алюминия
Процедура и технический процесс сварки алюминия точно такие же, как и для других цветных металлов.

Наиболее часто производители используют следующие два варианта:
- Высокотемпературная пайка, используемая для сваривания элементов с крупными размерами. В эту категорию входят алюминиевые конструкции с толстыми стенками и увеличенной массой, для разогрева которых требуется температура 550-650 С.
- Пайка при пониженных температурах, составляющих 250-300 С, которой вполне хватает для монтажа проводов радиоэлектронной аппаратуры и сваривания мелких предметов, используемых в повседневной жизни. В таком же режиме соединяются и алюминиевые провода в любой электросети.
Высокотемпературная сварка осуществляется с помощью специальных нагревательных элементов. Одним из них является горелка, для работы которой необходим газ в виде пропана или бутана. Если такой горелки нет, самодельщики используют различные виды сварочных ламп. Сварка при высоких температурах требует постоянного контроля степени нагрева поверхностей соединяемых деталей. Для этого берется небольшое количество одного из тугоплавких сварочных материалов, и как только он начинает плавиться, можно сказать, что нужная температура достигнута. В этот момент нагрев детали прекращают, иначе она просто расплавится и разрушится.
Пайка при более низкой температуре осуществляется с помощью электрического паяльника мощностью 100-200 Вт. Мощность паяльника зависит от размера соединяемых деталей: чем больше деталь, тем больше мощности паяльника требуется для ее нагрева. С паяльником мощностью 50 Вт соединение дорожек происходит без проблем.
Независимо от температурного режима, соединения выполняются одинаково, а все шаги выполняются в следующем порядке:
- Место будущего соединения деталей или кабелей обрабатывается механическим способом. Для этого используются любые чистящие средства, ослабляющие окислительный налет, обеспечивая более полное взаимодействие с флюсовым веществом.
- Место соединения требуется обезжирить ацетоном, бензином, спиртом и другими органическими растворителями.
- Перед тем как паять алюминий паяльником или горелкой в домашних условиях, детали прочно фиксируются в наиболее удобном положении.
- Нанесение флюса осуществляется на подготовленную плоскость. Если вещество применяется в жидком виде, то оно наносится кисточкой.
- Точка соединения разогревается с помощью электрического паяльника достаточной мощности или газовой горелкой. Далее сюда же наносится расплавленный припой и распределяется ровным слоем.
- Металлические поверхности соединяются и фиксируются в нужном положении.
- После остывания припоя и схватывания деталей, место соединения промывается проточной водой. Остатки флюса вымываются и в дальнейшем не вызывают коррозию.
Как научиться паять с нуля

Как научиться паять с нуля Как научиться паять с нуля

Как научиться паять паяльником с литого электрода