Для работы с толстыми сечениями лучше всего использовать гидравлический ручной профиль своими руками. Благодаря создаваемому гидравлическому давлению в несколько десятков тонн, трудностей при работе с такими деталями возникнуть не должно.
Как сделать профилегиб своими руками
Отводы для профильных труб необходимы при обустройстве строительной площадки или подготовке к садово-огородному сезону. Они необходимы при строительстве теплицы, беседки или навеса. Покупать уже согнутую арку дорого — цена в два раза выше, чем у такого же ровного куска. Выход — сделать своими руками, а чтобы облегчить процесс (своими руками очень сложно) нужно изготовить гнутую трубу для профильной трубы. Вам понадобятся швеллеры или уголки, ролики и еще несколько деталей. Из инструментов — шлифовальный станок с дисковой фрезой по металлу, сварочный аппарат, линейка.
Станок для гибки профильной трубы конструктивно отличается от обычного станка. Это связано, с одной стороны, с большей устойчивостью профиля к изгибающим напряжениям, а с другой — с тем, что обычно требуется радиус гиба. По этой причине устанавливаются три ролика. Два из них установлены постоянно, а один остается подвижным. Подвижный цилиндр используется для изменения радиуса кривизны. В целом, существует два типа трубогибов для профильных труб: с центральным подвижным цилиндром и с концевым цилиндром (правым или левым — по желанию).

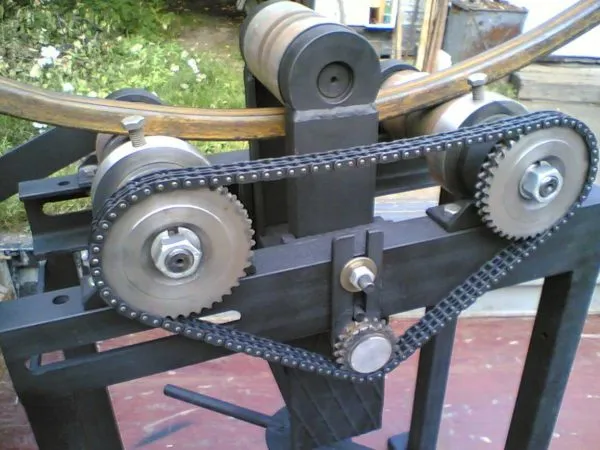
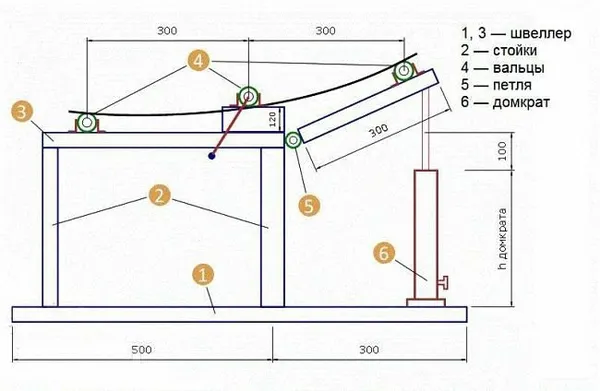
Устройство трубогиба со средним подвижным роликом
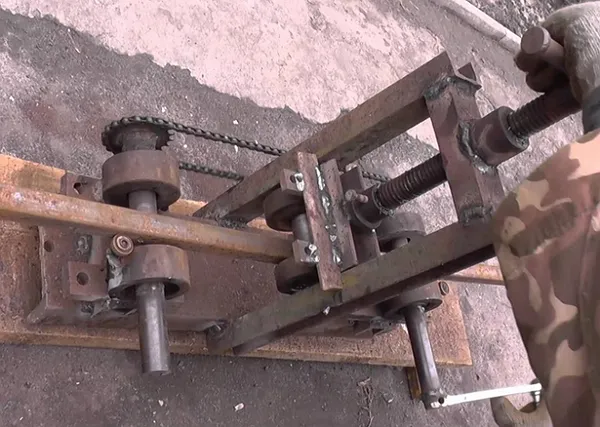
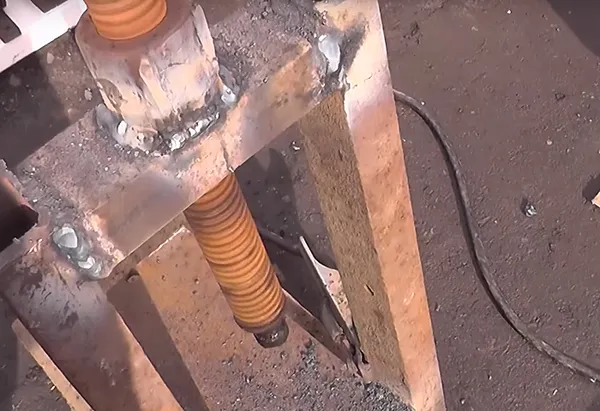
Два концевых цилиндра жестко соединены с корпусом. Они подняты над уровнем пола. Для среднего цилиндра приваривается специальная U-образная рама, с длинным зажимным винтом большого диаметра в середине верхней части. К нижнему концу этого винта крепится третий цилиндр (может быть приварен). Поворотом этого винта цилиндр опускается и поднимается, тем самым изменяя радиус изгиба профильной трубы.

К одному из неподвижных роликов приваривается катушка, с помощью которой труба закатывается в станок. Для того чтобы при прокатке прилагалось меньшее усилие, два неподвижных ролика соединены цепью. Для эффективной передачи крутящего момента к роликам привариваются звездочки (велосипедные) и присоединяется цепь. Такой простой механизм значительно облегчает гибку профильных труб.
С крайним подвижным валиком
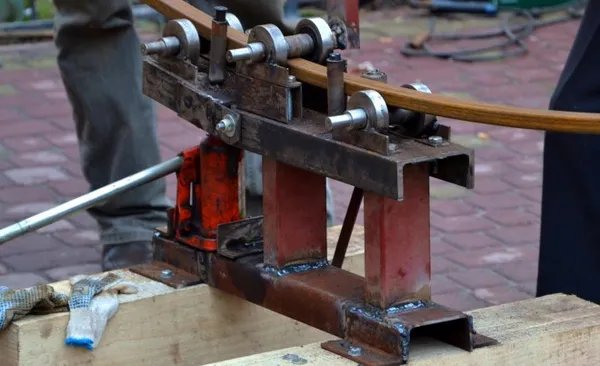
В этой конструкции правый или левый ролик сделан подвижным. Он перемещается вместе с базовой частью. Эта часть соединена с остальной частью рамы прочными металлическими шарнирами.
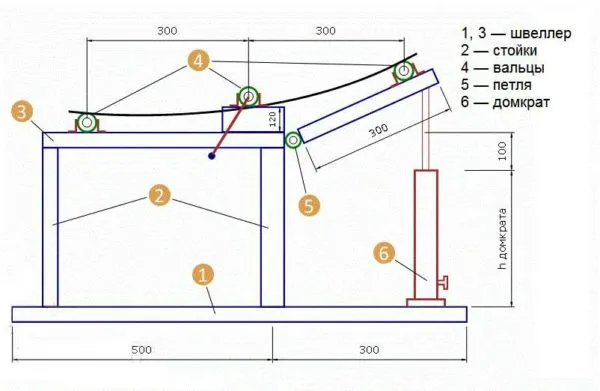
Высоту можно изменить с помощью домкрата, как показано на рисунке. Высота платформы выбирается в зависимости от высоты домкрата. Радиус гибки изменяется путем подъема подвижной части стола.

В отличие от предыдущей конструкции, этот трубогибочный станок для секционных труб приводится в движение центральным цилиндром, к которому приварена рукоятка. Для уменьшения требуемого усилия к двум неподвижным роликам может быть также приварено зубчатое колесо, а крутящий момент передается через цепь.
Какие нужны материалы и нюансы конструкций
Основание трубогиба состоит из швеллера или двух сваренных уголков. Фланцы должны быть толщиной не менее 3 мм, а ширина основания и ширина швеллера должны соответствовать существующим фитингам. Как правило, пол должен быть твердым и устойчивым.
По краям платформы можно сделать несколько отверстий. С их помощью можно прикрепить ее к тяжелому основанию с помощью саморезов большого диаметра. Крепление необходимо, так как гибка труб с толстыми стенками требует больших усилий, и работать удобнее, когда станок хорошо закреплен.

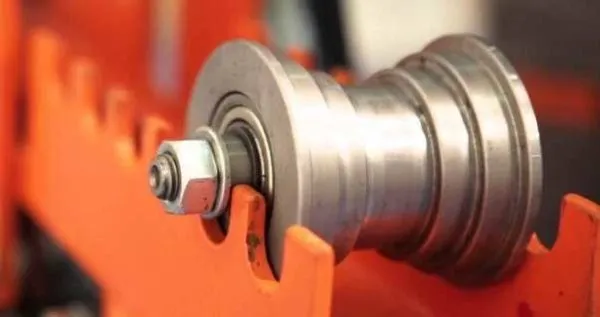
Несколько слов о роликах. Они должны быть изготовлены из хорошего качества, предпочтительно из закаленной стали. Ролики и валы, которые их скрепляют, несут большую часть нагрузки.
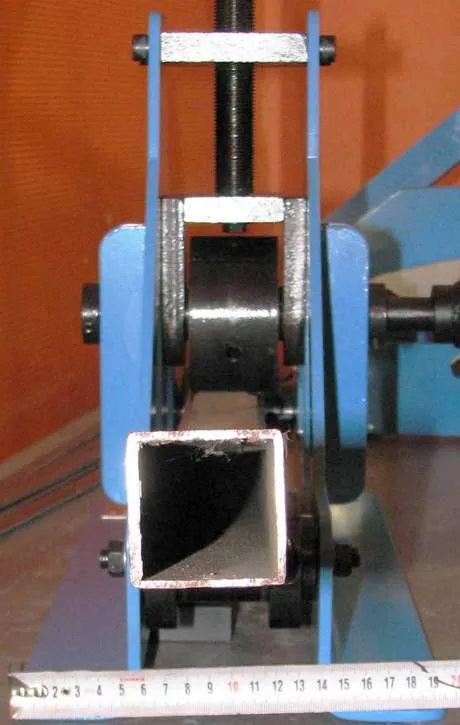
Форма колес также важна. Они должны быть не гладкими, а иметь на концах ролики, которые не позволяют трубе «бежать» при качении. Только при таких условиях кривая профиля трубы будет прямой и не закрученной. В идеале для каждого размера трубы нужны свои ролики. Но тогда конструкция усложняется — нужно сделать их съемными и придумать надежный способ крепления. Второй вариант — сделать цилиндры сложной формы, как на фото. Для труб разного размера нужно сделать несколько этапов.
На той же фотографии видно, что верхняя часть ложа не прямая, а имеет углубления. С помощью этих зубцов можно переставлять цилиндры на разные расстояния, таким образом, можно регулировать и радиус изгиба.
Как правило, профилегибы собираются из того, что есть в наличии или что можно найти/купить недорого. Те, кто может себе это позволить, используют ролики и вкладыши с подшипниками. Те, кто не может себе этого позволить, используют то, что есть — вплоть до велосипедных втулок. В общем, вам необходимо рассмотреть конструкцию и
Хитрости для облегчения гибки труб
Для лучшего перемещения роликов используются подшипники. Но в принципе, для самодельного трубогиба, который используется лишь время от времени, можно просто изготовить угловые или швеллерные пазы. В них просверливается отверстие чуть большего размера, чем вал, по которому будет скользить ролик. Этот вал с цилиндром на нем должен быть пропущен через отверстия в держателях и как-то зафиксирован (по крайней мере, парой сварочных точек для выполнения роли заглушек). Во время работы узлы трения следует смазывать густой смазкой типа литола, чтобы они лучше работали. Для промышленного и полупромышленного производства не подходит, а вот для изготовления арок для теплицы или беседки своими руками — в самый раз.

Есть еще одна хитрость, которая помогает уменьшить усилие, необходимое при сгибании профильной трубы. Можно воспользоваться принципом увеличения скорости, как на велосипеде. Кстати, можно использовать и велосипедные колеса с шестеренками. В этом случае к кривошипу, который приводит в движение цилиндры, приваривается небольшое зубчатое колесо. Оно крепится где-то на корпусе. На валы наваривается шестерня большего размера (но зубья имеют одинаковый шаг). Все эти детали соединяются соответствующей цепью.
И еще одно усовершенствование: если трубогибочный станок для профильных труб используется постоянно, целесообразно его моторизировать. В этом случае используется двигатель, работающий на низкой скорости.
Для чего необходим профилегиб?
Сделать профилегиб своими руками несложно, а пользоваться им еще проще. Как следует из названия, он необходим для придания изогнутой формы металлическим профилям различного сечения. Придавая форму, можно выполнять следующие технологические операции:
- сгибание заготовок с цельным профилем квадратного или прямоугольного сечения;
- гибка различных видов сортового проката (швеллеры, двутавры, уголки);
- придание изогнутой формы трубам, изготовленным из различных металлов;
- выполнение гибки металлических прутков различного сечения.
Улучшенная гибка профиля с помощью гидравлического домкрата.
Конструкция профилегибочных станков такова, что их рабочие органы — цилиндры — могут воздействовать как на отдельный участок заготовки, так и оказывать давление по всей ее длине. Благодаря особенностям своего устройства профилегибочные станки эффективно выполняют гибку металлических профилей без предварительного нагрева и позволяют получать контуры с различными углами изгиба — до 360°.
Профилегиб позволяет получать металлические контуры с разными или одинаковыми углами изгиба, симметрично или асимметрично. Сгибание куска металла в горизонтальной или вертикальной плоскости с помощью такого устройства может осуществляться на одном цилиндре через его ролики.
Профилегибочный станок позволяет производить гнутые металлические изделия следующих конфигураций:
- замкнутые и открытые;
- спиралевидные, выполненные из металлических профилей или труб;
- окружности различного диаметра.
Как электрические, так и ручные профильные прессы широко используются в производстве деталей и оборудования для энергетической, нефтеперерабатывающей, химической, мебельной, складской и многих других отраслей промышленности. Они также широко используются в небольших частных мастерских.
Виды профилегибочных станков
Гибочные станки делятся на три основные категории.
Гидравлические профилегибочные станки являются самыми мощными среди гибочных станков и в основном используются для оснащения промышленных предприятий. Гидравлический профилегибочный станок относится к категории стационарного оборудования, с помощью которого производственные предприятия могут эффективно и быстро осуществлять гибку профилей любого сечения в любом количестве штук. Гидравлический гибочный станок обладает такими неоспоримыми преимуществами, как простота управления и отсутствие необходимости применения физической силы в процессе гибки. Единственным недостатком этих гибочных станков является то, что они требуют подключения к электрической сети.

Гидравлический профилегибочный станок — HPK 65
Хотя этот станок меньше, чем гидравлический гибочный станок, он также относится к категории стационарных станков. Использование электрических гибочных станков позволяет сгибать контуры точно в соответствии с чертежом и обеспечивать прочность на изгиб конечного изделия. Электрогибочные станки используются для оснащения небольших предприятий и мастерских (т.е. там, где нет необходимости гнуть профили большого сечения). Существуют также электромеханические устройства, которые работают в полуавтоматическом режиме под управлением оператора.

Самодельный гибочный станок с электроприводом
Это устройство для гибки металлических профилей характеризуется небольшими размерами, простотой использования и низкой ценой. Это ручной профилегибочный станок, который чаще всего можно встретить в частных мастерских или гаражах, где он используется для получения гнутого профиля из металлического профиля или, при необходимости, трубы с небольшим сечением. Следует иметь в виду, что при использовании такого профилегибочного станка практически невозможно контролировать изгиб, не говоря уже о том, чтобы он соответствовал проекту. Кроме того, гибка профиля или трубы на ручном профилегибочном станке требует значительных физических усилий. Однако все эти недостатки с лихвой компенсируются доступной стоимостью ручного профилегиба, особенно по сравнению с гидравлическими или электрическими станками.

Ручной профилегибочный станок PG-4
Два варианта простейших самодельных профилегибов
Как уже говорилось, ручной инструмент для гибки металлических профилей различного сечения легко изготовить своими руками. Профилегиб может пригодиться во многих бытовых ситуациях. Самодельное устройство, с помощью которого можно гнуть профили небольшого сечения, поможет вам самостоятельно изготовить или отремонтировать конструкцию, в которой используются согнутые под разными углами трубы или профили
Прежде чем приступить к гибке, необходимо точно определить конструкцию самодельного профилегиба и нарисовать хотя бы самый простой проект. На этом этапе могут помочь многочисленные фото и видео подобных устройств, которые можно найти в интернете.
Начнем с самых простых конструкций, простота которых автоматически означает, что функциональность этих устройств будет весьма ограниченной. Но в некоторых случаях возможностей этих устройств вполне достаточно, а их простота и низкая себестоимость позволяют начать работу в короткие сроки.
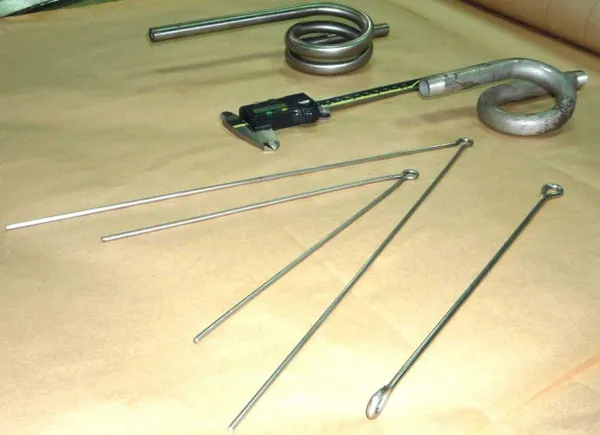
Чтобы собрать устройство для гибки труб диаметром 20 мм, вам даже не нужно смотреть обучающее видео. Такой гибочный станок очень прост по конструкции и состоит из бетонного основания и закрепленных на нем стальных штырей, между которыми происходит гибка.
Вальцегибочный станок: вид сбоку
Сначала формируется небольшая площадка, засыпается щебнем и выравнивается. Затем заливают бетонную смесь из песка и цемента (соотношение 4:1). Прежде чем начать заливать бетонный раствор на подготовленное основание, необходимо укрепить несколько кусков желоба или труб диаметром не менее 70 мм. Их следует закрепить так, чтобы поверхность фундамента образовывала угол 90°, а между открытыми металлическими частями должно сохраняться расстояние около 4-5 см.
Нежелательно, но вполне функционально.
После того как бетонная смесь залита, ее нужно выдержать в течение определенного времени. Через 2-3 дня такой импровизированный трубогиб уже можно использовать. Он пригодится, когда нужно согнуть трубу или профиль между выступающими над бетонным основанием колышками и довести ее до нужного угла. Гибочное устройство может быть успешно использовано для гибки изделий из нержавеющей стали.
Но если вам нужно гнуть трубы диаметром более 20 мм, то самодельное устройство будет немного сложнее. Чтобы построить такой трубогибочный станок, необходимо также залить бетонный фундамент и прикрепить к нему два круглых металлических стержня. В этом случае дюбели служат шарниром для установки роликов, размер паза которых должен соответствовать диаметру сгибаемой трубы. Этот метод гибки профиля используется следующим образом: Труба помещается между роликами и один ее конец жестко фиксируется. Второй конец крепится металлическим тросом к ручной или электрической лебедке, которая создает усилие, необходимое для процесса гибки.

Конструкция профилегибочного станка
Самодельные гибочные станки можно изготовить только с помощью чертежей. Подходящий чертеж гибочного станка можно скачать из Интернета. Предположим, что это устройство для гибки деталей с прямоугольным или квадратным сечением. Чертеж гибочного станка своими руками имеет следующие особенности:
- Основным элементом конструкции можно назвать три ролика, размеры которых могут быть самыми различными. Расстояние между валами может быть самым различным, так как они применяются в качестве опоры. Третий валик применяется для передачи давления и формирования загиба.
- Третий валик имеет определенную свободу хода, который ограничивается специальными направляющими.
- Усилие передается через редуктор. За счет этого механизма небольшое усилие может применяться для гибки заготовок из различных металлов с разным показателем площади сечения.

Часть нагрузки передается на основание конструкции через опоры. Этот момент определяет то, что для изготовления основания используются наиболее прочные материалы.
Классификация профилегибов
Основным признаком классификации можно назвать тип установленного механизма. Чтобы изменить форму металлического изделия, необходимо приложить достаточно большое усилие. В зависимости от рассматриваемого критерия, станки для гибки профилей делятся на несколько больших групп:
- гидравлические;
- электрические;
- ручные.
Кроме того, можно отметить наиболее важные показатели:
- показатель усилия, прикладываемого к заготовке;
- размеры оборудования;
- степень мобильности оборудования;
- степень автоматизации работы устройства.
Рассмотрим подробнее наиболее распространенные типы гибочных станков.
Гидравлические станки
Станки с гидравлическим приводом широко используются в промышленности. Это связано с тем, что гидравлический гибочный станок имеет высокий КПД. К характеристикам этих станков можно отнести следующие моменты:
- В большинстве случаев гибочное оборудование для профиля с гидравлическим приводом выполнено в стационарном виде. С помощью подобного станка можно проводить обработку профилей любого сечения и в любом количестве.
- Гидравлический привод не требует прикладывания физической силы. За счет чего существенно упрощается процесс обработки.
- При желании можно автоматизировать процесс изготовления изделий.
Однако изготовить гидравлический профилегибочный станок своими руками практически невозможно. Это связано со сложностью конструкции. При выборе гидравлического гибочного станка необходимо обратить внимание на следующие моменты:
- Устройство должно быть постоянно подключено к источнику энергии.
- Следует проводить периодическое обслуживание профилегиба для увеличения срока службы.
- Стоимость создаваемого привода довольно велика, так как для создания высокого давления требуется специальное оборудование.
В современной промышленности используются только покупные гидравлические гибочные станки, так как они очень надежны и эффективны в эксплуатации.
Конструкция

Для получения профиля, равномерно изогнутого по всей длине с нужным радиусом кривизны, опоры станка изготавливаются в виде цилиндров. Один цилиндр (обычно посередине) подвижен, два других — нет. Положение зажимного ролика определяет заданный радиус изгиба.
Существует несколько вариантов этой системы
- Подвижный ролик один и расположен посередине, опускаясь сверху. Это – наиболее простая конструкция, которую легко реализовать, делая трубогиб самостоятельно. Именно такие станки наиболее широко распространены в классе устройств с ручным механизмом прижима. Недостаток схемы – не слишком мощное усилие, которое не позволяет сгибать наиболее толстый прокат.
- Одиночный подвижный ролик размещен с краю. В этом случае валик, регулирующий изгиб, поднимается с помощью гидравлического домкрата или винтового механизма.
- Подвижный ролик поставлен сбоку (справа или слева). Такая конструкция позволяет завивать профиль в спирали.
- Подвижно установлены два или три ролика. Это – наиболее сложная схема, которую непросто воплотить своими руками, поэтому такие трубогибы обычно делают редко. Главное достоинство такого станка – возможность получить не просто дугу, а гнутый профиль любой сложности.
Усилие может передаваться от приводного цилиндра к другим цилиндрам через цепной привод, цилиндры можно менять местами для прокатки труб разного диаметра, расстояние между цилиндрами можно менять для регулировки радиуса кривизны и так далее.
Помимо расположения роликов, различные модели трубогибочных станков отличаются также наличием привода для протяжки профиля. Это может быть стандартная рукоятка, поворачиваемая мускульной силой, или привод от электродвигателя. Станки, оснащенные внешним приводом, сложнее по конструкции, но возможность работать с более толстыми сортами часто вознаграждается конструкцией.





Как работает устройство?
Будь то самодельный или заводской профилегибочный станок, основной принцип работы этого инструмента заключается в прокатке заготовки, а не в ее сгибании. Сначала станок надежно закрепляется на основании. При необходимости станок заземляется, проверяется надежность электрической цепи и механической конструкции.

Перед первым запуском консервационная смазка удаляется ветошью. Затем машина должна проработать на холостом ходу около получаса. Все повреждения, возникшие за это время, устраняются. Детали, подлежащие гибке, необходимо очистить от масла и отложений. Деталь помещается между валами, после чего начинается процесс прокатки.
Ручной
Этот тип считается самым дешевым. Благодаря своей компактности, такой ручной профилегибочный станок можно переносить своими руками. На чертежах такого станка не предусмотрена станина. Однако работать на таком станке непросто. Во-первых, процесс гибки требует от пользователя больших усилий, а во-вторых, рабочий процесс не быстрый. Недостатком также является то, что портативное устройство не способно сгибать трубы большой толщины, а точность невысока.
В любом случае, этот тип является лучшим выбором для работы по дому. В конце концов, объем работ, необходимых для ремонта, не очень велик, поэтому ручные станки справятся с задачей в пределах своих возможностей.
Профилегиб без токарных работ: цена, детали, инструменты
Задумав сделать гнутый профиль своими руками, мастер задает себе вопросы:
- Потребуется ли токарка?
- Во сколько обойдётся самоделка?
- Не дешевле ли купить профилегиб в магазине?
Чтобы ответить на них, давайте посмотрим, что получилось у члена ворот Pin008.

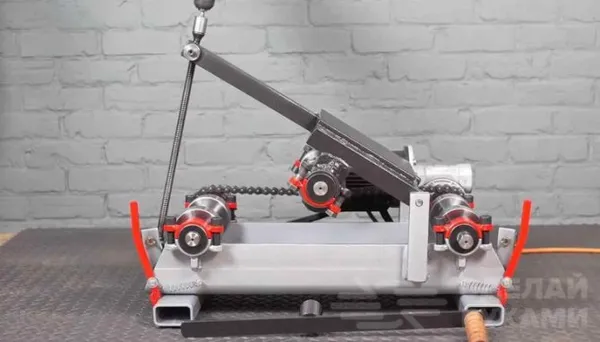
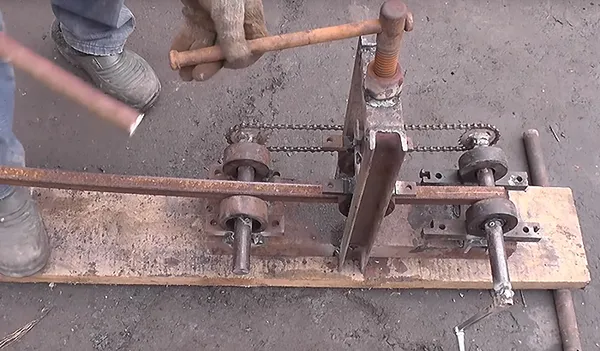
Вальцовочный станок изготовлен без токарного станка и без особых усилий сгибает квадратные трубы 2х2 см.
А это пример работы с контурно-гибочным станком.

Импровизированный профилегибочный станок обошелся в 2 000 рублей, был изготовлен за 3 вечера и, по словам пользователя, окупился за половину рабочего дня.

А вот видео, показывающее, как работает этот самодельный трубогибочный станок для профильных труб.
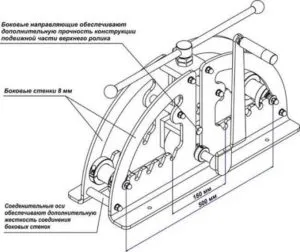
Если вас заинтересовал самодельный трубогибочный станок Pin008 i nterest, то для его изготовления вам понадобятся следующие детали:
- подшипниковый узел UCP 204 – 4 шт.;
- швеллер прямой 8 (высота основания полки 8 см, ширина полки 4 см) – 2 м;
- ромбический домкрат от легкового автомобиля;
- подшипник 156704 – 3 шт.;
- резьбовая шпилька М20;
- гайки М20;
- шайбы под шпильку М20;
- звездочки от велосипеда – 2 шт.;
- велосипедная цепь.
- болгарка;
- мощная дрель;
- сварочный инвертор.
Ниже мы объясним, как собрать самодельный станок для гибки профильных труб из этих деталей.
Единица измерения: 3/5 | Количество символов: 1230 Источник: https://www.forumhouse.ru/articles/house/8666
Ручной профилегиб своими руками
Ручной вариант профилегибочного трубогиба вы, безусловно, можете сделать сами, если у вас есть необходимые детали. Такое устройство помогает при гибке небольшого участка заготовок для изготовления или ремонта гнутых конструкций из труб или металлических профилей.
Одной из главных особенностей ручного профилегиба является минимально возможный радиус гиба.
Необходимые инструменты и материалы
Для ручного ручного гибочного станка вам понадобятся:
- отрезки труб сечением или швеллера 14П;
- 2 опорных валика и 1 ролик;
- подшипники;
- 4 ограничительных кольца для валиков — расстояние между ними будут регулировать под габариты заготовки с помощью болтов;
- ручка для кручения ролика;
- 2 звёздочки и цепь привода;
- ограничитель натяжения цепи;
- регулировочный винт;
- гайки М8;
- пружины;
- болты для фиксации отдельных элементов.
Все детали можно купить в специализированных магазинах или пунктах приема металлолома, заказать в токарной мастерской или выточить самостоятельно в домашней мастерской на токарном станке.
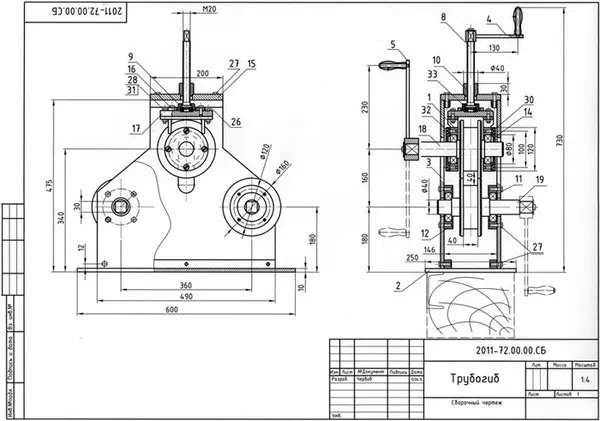
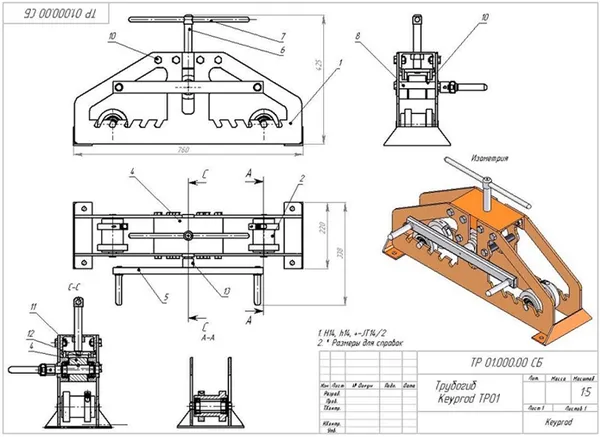
Размеры и чертежи
Прежде чем приступить к сборке самодельного станка, необходимо знать его размеры и конструкцию. В этом вам помогут следующие схемы.
Валики для вальцовой мельницы можно изготовить или купить.
Если вы планируете строительство на основе бетонной плиты, то перед началом работы вам необходимо выбрать секцию.
Вальцовые станки сконструированы таким образом, что их рабочий элемент — вальцы — могут либо воздействовать на отдельную секцию блока, либо оказывать давление на всю его длину.
Пошаговая инструкция по изготовлению
Постройка ручного профилегибочного станка своими руками состоит из следующих этапов:
- Подготовка площадки. Выбранный для размещения станка участок трамбуем и при необходимости выравниваем щебнем или заливаем бетонным раствором из песка и цемента в соотношении 4:1.
- Изготавливаем П-образный регулятор.
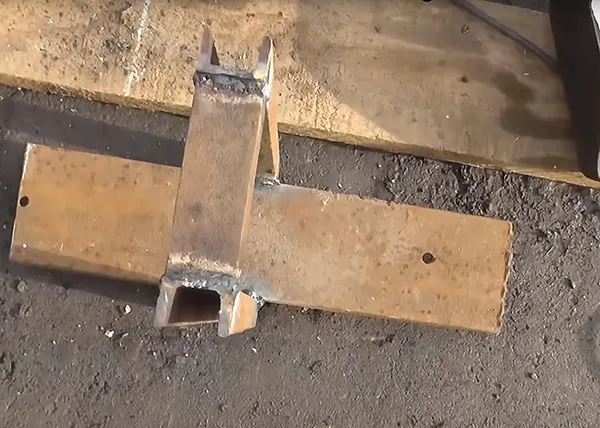 Свариваем станину профилегиба
Свариваем станину профилегиба - В отрезке швеллера вырезаем отверстие, ввариваем гайку, вкручиваем винт.
 После этого этапа привариваем все подложки, обоймы и валы
После этого этапа привариваем все подложки, обоймы и валы - На концах валиков намечаем канавки для крепления звёздочек и нарезаем пазы дрелью, а в отверстиях ограничителей нарезаем резьбу. Привариваем звёздочки с велосипеда. На второй стороне делаем то же самое.
 Звёздочки и цепь нужны для того, чтобы вращая рукоятку, можно было двинуть трубу
Звёздочки и цепь нужны для того, чтобы вращая рукоятку, можно было двинуть трубу - Привариваем педаль с велосипеда.
 Усилия будет достаточно, чтобы провернуть профильную трубу
Усилия будет достаточно, чтобы провернуть профильную трубу - Запускаем пробную гибку для регулировки работы отдельных элементов, после коррекции ручной профилегиб готов к эксплуатации. Эта конструкция не предполагает большой скорости работы.
 Валы над платформой немного припоняты, чтобы дуга вошла большим диаметром
Валы над платформой немного припоняты, чтобы дуга вошла большим диаметром - Эта модель профилегиба подойдёт для сгиба трубы толщиной 2- 2,2 мм и шириной 30 мм.
 При наличии токарного станка можно вытачить валы более точных размеров
При наличии токарного станка можно вытачить валы более точных размеров
Особенности работы по изготовлению
Советы по изготовлению профилегиба, и как уменьшить затраты на его строительство
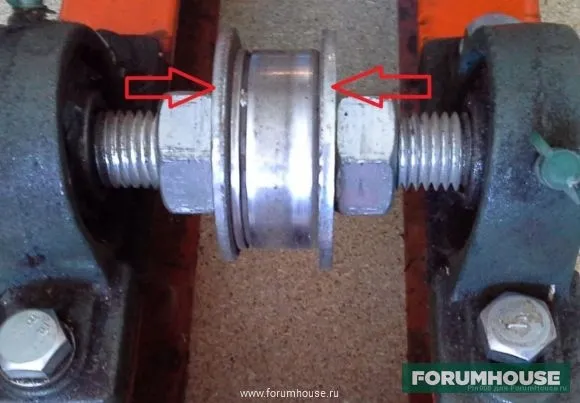
Эксплуатация профилегиба показала, что самодельный станок успешно работает и идеально подходит для гибки труб 20х20 мм. Для труб большего размера следует внести изменения в конструкцию — увеличить ширину рабочей части роликов и усилить станину. И еще один момент — пользователи, заинтересовавшиеся этим самодельным инструментом, сомневались в прочности и долговечности вала из резьбовой шпильки. Но 5 лет использования инструмента доказали, что идея работает. По словам Pin008, за все время использования самодельного инструмента ничего не сломалось. Единственное, что можно было бы сделать, это снять две большие шайбы на нажимном цилиндре. Они просто не нужны.
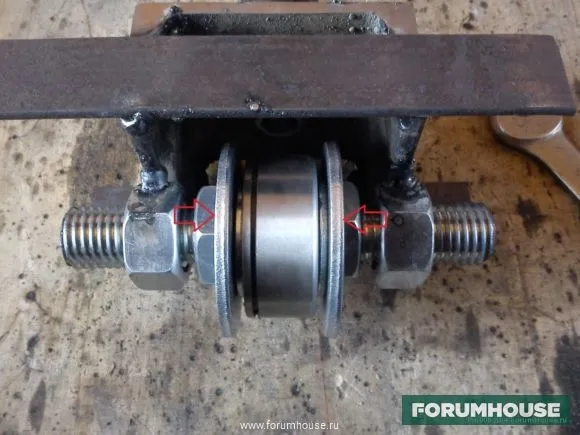
«Лишние» шайбы показаны стрелками.
И потребуется упорный подшипник большей ширины.

Важная деталь! Нижние валы не вращаются относительно болта, потому что они «жестко» закреплены гайками с обеих сторон. Но сами валы вращаются на своих внешних кольцах — на подшипниках в опорах станины.
Не стоит покупать новые подшипники для нижних цилиндров, но поищите в мастерских «мертвые» подшипники. Они все равно больше не будут вращаться на валах. Поинтересуйтесь цепями и звездочками, не являются ли они «ненужными и лишними» от старых. Гвозди и швеллеры можно купить на пунктах приема металлолома.
Однако, по моему опыту, val-lel советует искать отбракованные цепи ГРМ и звездочки распредвала от двигателя ВАЗ в центрах технического обслуживания автомобилей. Все, что вам нужно, это две одинаковые звездочки и цепь. Даже если звездочки имеют следы износа, а цепи растянуты, для самодельного двигателя это не имеет значения.
Таким образом, вы сможете сократить бюджет на изготовление профилегиба.
Вы можете присоединиться к обсуждению самодельного станка в теме Вальцовка свода без обточки.
И посмотреть видео, в котором FORUMHOUSE представляет самые важные новинки уходящего года в области строительных инструментов.
Блок: 5/5 | Количество символов: 1896 Источник: https://www.forumhouse.ru/articles/house/8666
Метод сгибания блока основан на принципе приложения силы к центральной части балки на двух опорах. Секция прокатывается на двух роликах, между которыми сверху прижимается третий, прижимной ролик. Его положение определяет радиус изгиба. Профилегибочный станок состоит из станины, на которой жестко закреплены два вращающихся ролика, что обеспечивает подачу. Заготовка прижимается сверху прижимным роликом, положение которого регулируется одним из двух приводов. Это наиболее распространенная конструкция с верхним прижимным цилиндром и чаще всего используется в станке для себя. Возможны и другие типы:
Устройство и принцип работы
Важно! Профилегибы часто комбинируют с более распространенными конструкциями — трубогибами, полагая, что их функции одинаковы и единственное различие заключается в более узкой специализации трубогибов. Однако эти устройства по-разному воздействуют на заготовку.
- станки с левым роликом, использующиеся для завивки спиралей;
- станки с нижним роликом для гибки массивных деталей с большим профилем;
- установки со всеми подвижными роликами, способные выполнять сложные операции для образования фигур с множеством изгибов разных форм.
Разница между станками заключается в том, что трубогибочный станок сгибает заготовку, которая жестко удерживается в шпинделе. Профилегибочный станок воздействует на заготовку путем прокатки, что позволяет гнуть длинные заготовки с постоянным радиусом гиба. Трубогибочный станок выполняет изменение формы в одной точке, в то время как контурный гибочный станок обрабатывает заготовку по всей длине, сохраняя форму поперечного сечения и избегая поверхностных складок или перегибов.
Читайте также: Безопасное измельчение древесины: как самостоятельно изготовить пружину для измельчения древесины
Существует несколько типов профилегибочных станков. Они различаются по конструкции, сложности, мощности и другим характеристикам. Давайте рассмотрим их подробнее
Классификация
Особенность электрических станков заключается в том, что прижимной ролик приводится в движение с помощью электропривода.
Электрические

Такие конструкции встречаются в больших лабораториях, так как они обычно стационарны и вынуждены работать с громоздкими компонентами.
Однако существуют и компактные версии, подходящие для сгибания небольших деталей.
Такие станки успешно используются в небольших мастерских или дома. Степень точности электрических гибочных станков напрямую зависит от их размеров и типа управления радиусом. Электромеханические конструкции почти всегда настраиваются оператором вручную, в то время как более сложные модели управляются цифровым способом и имеют параметры, отображаемые на экране. Чем выше уровень, тем больше вес и стоимость станка.
Эти станки используются для гибки массивных профильных элементов в промышленных масштабах.
Гидравлические

Из-за размеров и веса этих станков требуется прочное бетонное основание, поэтому они могут использоваться только в производственных условиях.
Одно из самых распространенных применений этих машин — в системах дренажа и водоснабжения.
Гидравлические машины требуют подключения к электросети и обслуживаются только обученным и уполномоченным персоналом. Эксплуатация этих машин не требует физических усилий и позволяет получать высококачественные и точные изгибы. Гидравлические гибочные машины просты в эксплуатации, обеспечивают высокую производительность и выдают результаты на высоких скоростях.
Ручные или механические гибочные станки считаются недорогим и простым оборудованием. Они компактны, относительно легки и могут перемещаться по цеху без инструментов. Ручные гибочные станки имеют ограниченную функциональность, поскольку их работа требует физической силы пользователя. Они также имеют ряд недостатков:
Ручные

Несмотря на эти недостатки, ручные гибочные станки широко используются и популярны среди художников-импровизаторов, поскольку они обладают характеристиками, необходимыми художникам-импровизаторам:
- работа только с тонкими видами профиля;
- длительность процесса по сравнению с другими типами конструкции станков значительно увеличивается;
- слабо контролируемый радиус прогиба детали;
- сложность или невозможность выполнения нескольких изгибов заданной величины на одной детали.
Люди, которые часто используют ручные профилегибочные конструкции, достигают значительных успехов и получают результаты с определенной степенью точности.
- компактные размеры;
- простота конструкции;
- доступность деталей и комплектующих;
- надежность, ремонтопригодность.
Важно: Для небольших деталей использование ручных гибочных станков признано наиболее рациональным и экономичным вариантом.
Для того чтобы установить ручной профилегибочный станок своими руками, необходимо определить размеры обрабатываемых заготовок.
Ручной самодельный станок
Для простейших операций используется обычная система упора, в которую вставляется конец профиля и сгибается до нужного размера путем пошагового перемещения заготовки.
Простейшая импровизированная конструкция представляет собой бетонное основание с литыми металлическими опорами.
Они используются для работы с профилями до 20 мм. При обработке деталей с сечением более 25 мм требуется более сложная конструкция.
Необходимо устойчивое основание, на котором закреплены два опорных ролика. Они оснащены ножками, высота которых соответствует размеру обрабатываемого профиля. Между ними находится зажимное устройство с верхним прижимным роликом. Верхний ролик регулирует свое положение через зажимное устройство и регулирует радиус изгиба заготовки. Заготовка прокатывается вручную путем прикрепления рычажного поворотного механизма к одному из опорных роликов.
От вас потребуется собрать самодельный профилегибочный станок:
Необходимые инструменты и материалы
В зависимости от навыков и умений мастера могут понадобиться дополнительные инструменты или материалы для улучшения конструкции станка и повышения его прочности. Некоторые детали трудно изготовить в домашних условиях, поэтому их обычно заказывают у токаря. Это относится к цилиндрам, валам и ступицам. Если есть возможность, следует заказать натяжное устройство, хотя бы один болт и гайку с прямоугольной резьбой.
- отрезок швеллера или двутавра большого размера (от 150 мм) длиной около 1 м;
- отрезки уголка или швеллера для сборки станины;
- ролики соответствующего размера, установленные на оси диаметром не менее 20 мм;
- звездочки и цепь для привода вращения;
- натяжной механизм — винтовой или на базе гидравлического домкрата;
- болты, гайки, шайбы;
- сварочный инвертор, электроды;
- сверлильный станок;
- болгарка, ножовка по металлу;
- измерительные инструменты — линейка, рулетка, угольник;
- обычный набор слесарного инструмента — молоток, напильник, зубило и т.д.
Размер будущего станка зависит от размера обрабатываемых деталей. Поскольку ручные инструменты не способны обрабатывать крупные детали, обычно максимальное расстояние между осями опорных роликов ограничивается 500 мм (иногда меньше). Сборочные чертежи используются для более точного определения размеров установки.
Чертежи с размерами
Перед началом сборки следует определиться с конструкцией и составить собственный план. Это позволит окончательно определить размеры компонентов, уточнить некоторые рабочие моменты и исправить возможные ошибки.
Пошаговая инструкция
- изготовление станины. На опорный отрезок швеллера большого размера привариваются две поперечины для устойчивости. Затем по углам крепятся вертикальные стойки, на которых сверху крепится обвязка. Высота станины составляет 40-50 см.
- Установка опорных роликов. На горизонтальные поверхности станины устанавливаются опорные ролики в сборе (вместе со ступицами и подшипниками). Отмечаются точки крепления, сверлятся отверстия и ролики фиксируются с помощью болтовых соединений. На ступицах одна сторона проходная, позволяющая установить звездочки для цепной протяжки.
- Монтаж натяжного устройства. Существует два варианта — установка снизу и сверху. Первый способ дает экономию высоты, способствует устойчивости станка. Второй способ удобнее в эксплуатации, позволяет приложить значительные физические усилия при регулировке натяжного ролика. Оба варианта имеют свои достоинства, но отличием является тип натяжки — нижний вариант рассчитан на использование гидравлического домкрата, верхний — под винт с прямоугольной резьбой. Конструктивно они отличаются тем, что домкрат поднимает один из опорных роликов, поэтому натяжной ролик в данном случае неподвижен и жестко закреплен на станине. При верхнем расположении резьба давит на натяжной ролик, опуская его вниз.
- Установка звездочек и цепи. Необходимо следить, чтобы все три звездочки находились в одной вертикальной плоскости, иначе цепь будет слетать или порвется.
- Присоединение приводного рычага. На опорные ролики устанавливаются рычаги, с помощью которых будет производиться протяжка профиля.