При переходе на другой участок дайте месту сварки остыть до 50º-60º и ковать легкими ударами молотка, постукивая по окалине. Это позволяет подготовительным цилиндрам сильнее нагреваться, а затем медленнее остывать. В закаленной части сварного шва происходит частичная закалка и нормализация.
Сварка чугуна электродами по чугуну, как правильно варить, какие электроды лучшие выбрать
Материал представляет собой сплав железа с высокой долей углерода. Это вещество придает чугуну твердость.
Углерод, который не является металлом, не может образовать соединение с железом и содержится в сплаве в виде частиц графита.
Сплав обладает следующими свойствами:
- Пористость структуры. Пустоты быстро заполняются газами или впитывают масло.
- Относительно невысокая температура плавления (1200-1250 °С). Этим объясняется высокая текучесть сплава при нагреве.
- Хрупкость. Чугун не рекомендуется использовать для изготовления конструкций, испытывающих высокие нагрузки.
- Низкая пластичность.
- Устойчивость к кислотам и щелочам. В то же время, материал чувствителен к длительному воздействию влаги.
Свойства чугуна
Температура плавления чугуна составляет от 1 150 до 1 200 °C, то есть на 300 °C ниже, чем у чистого железа. Теплопроводность чугуна ниже, чем у стали, а коэффициент теплового расширения такой же. Электропроводность чугуна зависит от распределения графитовых включений.
При быстром охлаждении чугуна при температуре выше 750 °C графит превращается в цементит, а чугун становится от серого до белого цвета. В результате получается закаленная структура с внутренними напряжениями, которые приводят к образованию трещин.
Особенности сварки чугуна.
Этот материал представляет собой соединение железа (F), углерода (C) и примесей: Кремний (Si), Марганец (Mn), Фосфор (P), Сера (S) и т.д.
В маркировке: первые цифры — предел прочности при растяжении в кг/мм2, а вторые — для серого чугуна, предел прочности при изгибе, предел прочности при ковке и высокой прочности, относительное удлинение в %.
Путем отжига при высокой температуре — 1000º C — белый чугун превращается в ковочный чугун путем графитизации. Для повышения износостойкости добавляют хром (Cr), никель (Ni), вольфрам (W) и др. Такой металл называется легированным.
Для легированных марок буквы обозначают легирующие элементы, а цифры — их среднее процентное содержание. Пример. Для шаровидного графита в конце маркировки ставится буква Ш.
Из-за повышенной хрупкости и твердости процесс усложняется. Но сварка чугуна электродом в домашней мастерской возможна при определенных условиях. При соблюдении техники и небольшом навыке можно добиться качественного результата, хотя структура сварного шва будет сильно отличаться от структуры основного материала.
Подготовка материалов к сварке
Электроды должны быть тщательно высушены. Если в производственных условиях для этого используются специальные печи, то в бытовых условиях электроды можно оставить на несколько (3-4) часов в обычной духовке при максимальной температуре.
Чугун чаще всего используется для производства отливок — деталей автомобилей, станков. Сломанные детали должны быть предварительно обработаны:
- Промыть от грязи, масла .
- Просушить .
- Разделать кромки с помощью болгарки так, чтобы очистить поверхности от графита.
- Острые кромки притупить зачистным кругом для предотвращения возникновения напряжений по время сварки.
Перед началом работы рекомендуется обезжирить поверхности ацетоном.
Процесс сварки
Чтобы соединить две чугунные детали, их следует уложить на верстак или сварочный стол и желательно скрепить винтовыми зажимами, хомутами или специальными приспособлениями, чтобы уменьшить возможность деформации. Если необходимо заварить трещину, то скреплять элементы не обязательно. Существует два способа сварки чугуна: покрытым электродом и инвертором.
Горячий способ с предварительным подогревом
В домашних условиях сложно полностью соблюсти технологию сварки, так как детали приходится нагревать при высоких температурах. Принцип процесса описан в ГОСТ 30430-96:
- Собирают изделие на прихватки .
- Свариваемые элементы нагревают до 400-600 градусов .
- Производят сварку, тщательно перемешивая расплавленный металл. Важно не прерывать процесс до того, как графит не сгорел в сварочной ванне. В конце нужно вывести электрод за пределы стыка и прервать сварку на основном металле.
- После этого деталь снова нагревают и дают ей медленно остыть .
Для контроля температурного режима используются термопары, которые плавятся при определенных температурах (они оставляют следы на чугуне), или переносные пирометры. Заготовку помещают в песок, чтобы она медленно остывала.
Если необходимо сварить чугун в домашних условиях, детали можно нагреть газовой горелкой или резаком.
Холодный способ без подогрева
Универсальный метод подходит для использования на месте — в гараже или на даче. Однако для сварки необходимо использовать соответствующие электроды. Суть процесса:
- После подготовки детали размещают на верстаке, если нужно – закрепляют.
- Нужно сделать несколько прихваток, дать материалу остыть. Проверить размеры изделия.
- Варить следует небольшими участками, избегая перегрева. Шлак после остывания нужно удалять, обрабатывать корщёткой до металлического блеска.
При появлении дефектов — трещин, растрескивания, пор — их необходимо удалить зачистным кругом. Повторная сварка.
Ошибки, которые часто допускают при сварке чугуна. Советы
Разные чугуны свариваются по-разному. Некоторые сплавы не могут быть сварены вместе. Типичные дефекты:
- Слишком большой ток – при сварке металл сильно кипит, после кристаллизации слышны щелчки, появляются трещины на поверхности шва.
- Высокая скорость сварки – образуются горячие и холодные разломы из-за того, что металл слишком быстро остывает. Часто ошибку допускают при использовании «холодного» способа. Рекомендуется варить небольшими швами с разных сторон, переворачивая деталь.
- Мало тока – шов плохо формируется, кромки недостаточно проплавляются.
Даже если дефекты не видны, это не означает, что изделие надежно сварено. Необходимо проверить ответственные швы: на изгиб, удлинение.
Для качественного соединения также используют резьбовые шпильки — стальные стержни с резьбой. Их ввинчивают в стыки свариваемых деталей так, чтобы они удерживали обе детали вместе. Выступающие головки затем срезаются. Важно подготовить детали к сварке, прежде чем прикреплять винты, а затем паять и сваривать их. Рекомендуется закручивать винты так, чтобы последующая сварка правильно соединила их с чугуном.
При заварке трещин используется метод повторного прошивания краев трещины. Это предотвращает повторное появление трещины. Отступите 5-10 мм от краев и сделайте отверстия диаметром 5-6 мм.
Сложность сварки чугуна в домашних условиях заключается в том, что сплав имеет высокое содержание углерода (более 2,14 %). После сварки шов получается более пластичным, чем область шва. Это приводит к появлению трещин и изломов. Соблюдение процедуры может помочь получить надежное соединение. Если «холодная» процедура не привела к приемлемому результату, рекомендуется попробовать «горячую» процедуру.
Маркировка электродов
Свойства сварочных электродов указывают на три важных момента:
- химический состав;
- целевое применение;
- серия продукта.
Если изделие имеет маркировку МНН-2, то это, несомненно, медно-никелевый электрод марки 2 (МН). Подобный ассортимент содержит ряд аналогичных изделий. Однако их состав может значительно отличаться. Маркировка же может быть гораздо сложнее.
Возьмем модель E46-LEZS-UD-E431 (3) RC13. Символы E46 означают, что прочность на разрыв составляет 46 кг на 1 мм2. Второй элемент маркировки — это аббревиатура марки производителя. Последние цифры маркировки указывают на диаметр инструмента. Аббревиатура «УД» указывает на то, что электроды могут использоваться для углеродистых и низколегированных сталей. Буквы «RC» указывают на толстое рутил-целлюлозное покрытие.
Специалисты отмечают, что коллекторы из чугуна следует сваривать электродами СЧ-4. Их толщина варьируется от 3 до 5 мм. Работа возможна, когда детали находятся в нижнем положении. В зависимости от толщины электрода используется сила тока:
МНЧ-4 можно рассматривать как общий случай для сварки широкого спектра чугунных деталей. Сварные швы, полученные этим электродом, очень хороши. Кроме того, учитывается покрытие и толщина инструмента. Помимо упомянутых марок электродов, можно использовать и другое оборудование. Термическая сварка чугуна обычно выполняется с помощью СЧ-4.
Если металл слегка нагрет, рекомендуется использовать OK 92.18. Такой аппарат может работать как на постоянном, так и на переменном токе. Если CCh-4 используется для холодной сварки чугуна (что также возможно), ток должен подаваться с обратной полярностью. Еще одним важным требованием является нижнее расположение свариваемых деталей. Большинство сварщиков предпочитают электроды с маркировкой, указанной в ГОСТ 2671.
Большинство из них имеют меловое покрытие. Однако в случае ОМС-1 и некоторых других марок используется специальный тип покрытия. Иногда также используются:
- электроды на угольной основе;
- УОНИ и АНО (сделанные из стали);
- электроды с чугунным стержнем.
Сварку тонкого чугуна в холодном состоянии рекомендуется выполнять с помощью OZZ-6. Этот инструмент хорошо подходит, когда детали расположены вертикально или направлены вниз. Для ответственных деталей целесообразнее использовать МНЧ-2. Этот тип электрода помогает удалить дефекты, возникшие при литье металла. Он также используется для финишной обработки поверхности
Вы легко сможете создать прочный и надежный сварной шов. Работу можно выполнять как вниз, так и вверх. Некоторые опытные сварщики работают даже в положении на крыше. Специалисты рекомендуют использовать токи обратной полярности. Иногда поверхностную сварку чугуна выполняют без предварительного подогрева, используя ОЗЖН-1.
Этот тип электрода также подходит для тяжелых работ, где присутствуют крупные дефекты. Этим электродом можно заварить значительное количество металла. Предпочтительны вертикальные и нисходящие участки. Технологи подчеркивают необходимость использования постоянного тока с обратной полярностью.
Наконец, стоит упомянуть инструмент ОЗЧ-2, который иногда используется для холодной сварки чугуна.
Технология
Рассмотрим технологические особенности сварки чугуна электродами.
Подготовка
При работе с чугуном в домашних условиях наибольшее внимание следует уделить подготовительному этапу. Только так можно избежать ошибок в будущем. Трещины внутри металла глубокие и очень чувствительны к структуре. Их необходимо вырезать как можно глубже. Практикуется вариативная резка:
- вырубки;
- шлифовальных работ;
- дуговой строжки;
- кислородной подготовки;
- термической резки.
Независимо от конкретной вариации, трещины вырезаются на 5-6 мм шире их границ. Проникновение в поверхность должно быть гладким. Глубина проникающих трещин должна быть на 1-2 мм меньше толщины заготовки. Если обрабатывается глухая трещина, глубина проникновения должна быть на 1-2 мм больше основания трещины.
Совет: В большинстве случаев очень полезно заранее подготовить хорошие, подходящие тиски.
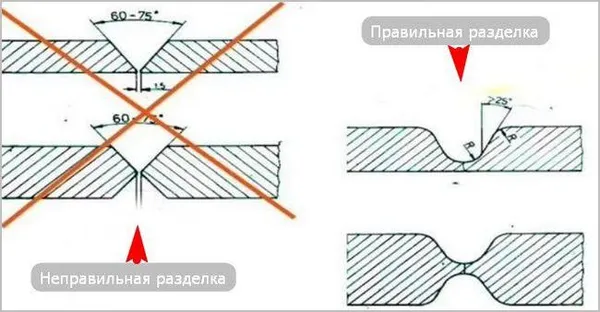
Прорезанные трещины раскрываются по краям. Если это по каким-то причинам невозможно, их разрезают по всей длине, а края закругляют. На края более толстых кусков наносят скошенные углы под углом 45 градусов, следя за тем, чтобы сами края не имели острых углов. Перед началом работы поверхность должна быть очищена, иначе выбор метода не принесет пользы. Внимание: Если обычные методы механической и термической очистки не помогают, следует использовать газовую горелку.
Процесс
Горячая сварка чугуна в основном используется в промышленности. В домашних условиях нагреть его до 600-650 градусов Цельсия практически невозможно. Кроме того, могут возникнуть проблемы с пожарной безопасностью.
Важно: нагрев в любом случае должен быть постоянным. Если основная часть заготовки и сварной шов нагреваются очень неравномерно, велика вероятность появления трещин.
Сварка чугуна инвертором с расходуемым электродом обычно выполняется в холодном режиме. В этом случае используются инструменты, содержащие медь или никель. При использовании СЧ-4 диаметром 3 мм следует подавать ток 65-80 А. Если используется электрод диаметром 4 мм, ток увеличивается до 90-120 А. Инструменты диаметром 5 мм нагреваются током 130-150 А. Для ОЗЧ-2 эти значения составляют 90-110, 120-140 и 160-190 А соответственно.
Конечно, существует и ряд технологических нюансов. Сплошной сварной шов может быть выполнен длиной не более 3-5 см. Категорически следует избегать разрывов в процессе работы — они делаются только в самых критических случаях. Если в отдельных случаях не указано иное, чугун следует сваривать только с обратной полярностью.
Отдельного упоминания заслуживает обработка ковкого чугуна. Электродуговая сварка возможна различными методами, включая использование различных электродов. Стальные инструменты можно использовать только в том случае, если после этого проводится дополнительный отжиг. В противном случае сварной шов становится слишком хрупким, и качество конечного продукта значительно снижается. Поэтому гораздо практичнее использовать латунные или медно-никелевые электроды, которые устраняют проблему дополнительной механической обработки.
Достаточно распространены сварочные инструменты с медной проволокой сечением от 3 до 6 мм. Снаружи наносится покрытие из оловянной фольги и дополнительное покрытие. Иногда также используются медные трубки с железным сердечником. При правильном и аккуратном обращении с такими электродами можно получить отличные соединения. Однако следует помнить, что существует риск образования пор, особенно на границе между чугуном и плакирующим металлом.
Сварочные аппараты
Целью устройства является повышение сопротивления до величины, необходимой для сварки, путем снижения тока в сети. Процесс осуществляется с помощью сварочных аппаратов: Трансформаторы, выпрямители, инверторы.
В зависимости от процесса, сварочные аппараты бывают:
- ручной дуговой MMA;
- полуавтоматической MIG-MAG;
- аргонодуговой TIG;
- точечной;
- плазменной;
- газовой.
Сварку чугуна обычным электродом лучше всего производить с помощью трансформатора, который имеет преимущество перед другими типами аппаратов:
- стабильность тока при колебаниях напряжения в сети;
- плавная регулировка режима работы,
- при продолжительной работе на максимальном режиме – автоматическое отключение;
- защита от перегрева, изменения сетевых параметров тока;
- микропроцессорное управление и программирование технологических процессов сварки;
- стабилизация и поддержание параметров дуги на одном уровне при внешнем воздействии;
- сварка покрытыми электродами любых марок на постоянном и переменном токе;
- качественное формирование шва;
- сварка металлов даже с ограниченной свариваемостью.
Домашний инвертор — это компактное и легкое устройство. Однако он не подходит для непрерывной работы и имеет низкий КПД.
Технология сварки инвертором
После подготовки изделия, как сварить чугун обычным электродом, чтобы шов был безупречным. Прежде всего, необходимо выбрать правильный тип электрода и технологию работы.
Как правило, при сварке чугуна используют три метода:
- горячий – перед сваркой детали нагревают до 600º-650º;
- полугорячий – нагрев до 300º-350º;
- холодный – без подогрева изделий.
Горячий метод — трудоемкий и сложный процесс. Он используется на производстве для обработки крупных и сложных деталей.
Сначала вся поверхность заготовки тщательно нагревается, чтобы избежать разницы температур. На производстве чугун нагревают в печи, индукционной печи или в яме, выложенной огнеупорным кирпичом.
Чугун начинает плавиться при температуре 750º, поэтому нагрев не должен превышать 600-700º. Нагрев происходит со скоростью 150º в час. Чугун похож на пластилин, и с ним легко работать.
По окончании сварки детали необходимо медленно охладить. Для этого детали посыпают песком, накрывают асбестовым одеялом или нагревают, постепенно снижая температуру.
При таком методе практически не образуются трещины и поры, а швы получаются без дефектов.
Полугорячий метод похож на горячий, но предварительный подогрев снижает скорость охлаждения после сварки. Отбеливание металла меньше, поэтому риск образования трещин снижается.
Как варить чугун электросваркой в домашних условиях холодным способом
Этот метод подходит для незначительных повреждений, небольших дефектов в ненапряженных деталях, где не предъявляются особые требования к качеству шва.
В процессе холодной формовки нельзя повышать температуру в зоне сварного шва. Для этого сварной шов накладывается небольшими участками длиной 30-50 мм с паузами для охлаждения до 50º-60º. Таким образом, риск образования трещин сводится к минимуму.
Чтобы избежать перегрева, процесс осуществляется при постоянном токе, а электрод подключается к положительной стороне инвертора (обратная полярность). По этой же причине сварщик перемещает электрод не по прямой линии, а наклонно или по кругу.
Скорость движения электрода должна контролироваться. Если она слишком быстрая, может произойти перегрев. Если скорость слишком медленная, может произойти перегрев и прожог свариваемого металла, особенно тонкого металла.
Технология сварки чугуна электродом
В зависимости от типа дефекта и возможностей используются различные варианты. Сварка чугуна в домашних условиях выполняется многослойным способом. Кромки соединенных толстостенных деталей скошены под углом 45⁰ шлифовальной машиной. Когда трещина закрыта, ее углубляют тонким диском, а по краям просверливают отверстия. Такая подготовка обеспечивает лучшее заполнение дефекта расплавленным металлом.
Затем, используя специальный электрод, сваривают первый слой участками от 3 до 5 см. Начинайте сварку с краев шва, чтобы создать полость. Если возможно, обработайте пустоту с обратной стороны аналогичным образом. Последующие слои забиваются круглым молотком, пока они еще горячие.
Поскольку специальные электроды стоят дорого, их иногда заменяют обычными электродами. Их можно использовать только для обработки поверхности последующих слоев. Сварка чугуна стальными электродами дешевле, но надежность соединения низкая. Поэтому она не рекомендуется для ответственных применений.
Чугунные электроды используются для устранения дефектов после литья. Для улучшения качества используется полугорячий процесс. Для работы могут использоваться агрегаты переменного и постоянного тока. Их величина рассчитывается исходя из диаметра электрода. На каждый миллиметр добавляется от 50 до 60 ампер.
Сварка чугуна под защитным газом одноразовым электродом требует много денег и времени, а качество улучшается лишь незначительно. Поэтому эта техника редко используется домашними мастерами.
Блок: 5/7 | Количество символов: 1626 Источник: https://svarkaprosto.ru/tehnologii/svarka-chuguna-elektrodom
Разделка кромок
Сварка чугуна в домашних условиях требует снятия фаски. Обезжиривание и зачистка не требуются.
Снимается фаска:
- напильником;
- наждаком;
- болгаркой.
Не допускается наличие острых кромок. Снятие фаски должно производиться подходящим инструментом.
Блок: 4/7 | Количество символов: 273 Источник: https://plavitmetall.ru/svarka/kak-varit-chugun-elektrosvarkoj.html
Как варить чугун инвертором и плавящимся электродом
Сварка чугуна инвертором и плавящимся электродом выполняется в основном холодной сваркой. Выбор подходящего электрода и оптимальная процедура сварки имеют решающее значение для успешного процесса сварки.
Сварщик должен использовать специальные никель- и/или медьсодержащие электроды:
Рекомендуемые процедуры сварки для некоторых из перечисленных марок:
Марка электрода Сила тока для электрода диаметром 3 мм. Сила тока для электрода диаметром 4 мм. Сила тока для электрода диаметром 5 мм. Сила тока для электрода диаметром 6 мм. ЦЧ-4 65-80 90-120 130-150 – ОЗЧ-2 90-110 120-140 160-190 220-250 ОЗЖН-1 100-120 130-150 160-180 – МНЧ-2 90-110 120-140 160-190 210-230 Следует также учитывать следующие технологические особенности:
- длина одного непрерывного шва не должна 30-50 мм;
- частые перерывы в сварочном процессе помогут исключить возможность перегрева, температура более 80°С недопустима;
- полярность – обратная.
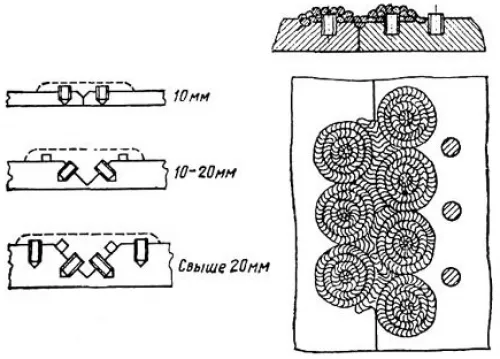
Этот метод сварки может быть выполнен двумя способами: с помощью гвоздей и с помощью слоев.
1 Гвозди имеют резьбу, чтобы их можно было вкрутить в края свариваемого изделия. Гвозди должны располагаться в шахматном порядке, чтобы избежать перегрева во время сварки. Размер гвоздей зависит от толщины изделия; при выборе гвоздей следуйте приведенным ниже рекомендациям:
- диаметр – 0,3-0,4 толщины изделия, но не более 12 мм.;
- глубина вкручивания – 1,5 диаметра шпильки, но не более половины толщины изделия;
- высота выступающей части шпильки – 0,75-1,2 диаметра.
После установки гвоздей можно приступать к сварке. После установки гвоздей можно вставлять штифты и наносить металл слой за слоем вокруг каждого штифта. Затем мастер должен заварить пространство между штифтами так, чтобы получилось одно или несколько взаимосвязанных соединений.
2. Несколько слоев свариваются вместе после обрезки краев. Не допускаются острые углы. Сварка должна производиться с краев. Первый слой является основным, поэтому при сварке поверхности необходимо обращать внимание на условия сварки. Каждый последующий слой, кроме первого и переднего, должен коваться молотом без охлаждения.
Видео
На видео ниже показан чугунный электрод Zeller 855, но вы можете увидеть на видео, как происходит сварка.
Эта информация поможет исполнителю узнать, как сварить чугун с чугуном реверсивным электродом и сделать шов без проблем.
Сварка обычными электродами
Для экономии средств можно использовать обычные (стальные) сварочные материалы вместо специальных. Электроды общего назначения стоят дешевле. Технология многослойной сварки обычными стержнями мало чем отличается от описанного выше способа, в котором используются стержни со специальным покрытием из цветных металлов. Этапы работы аналогичны. Единственное отличие заключается в том, что следующий за первым слой сваривается не специальным, а обычным электродом.
Сварка чугуна по шпилькам
Поскольку не всегда удается сварить чугун с крупнозернистой структурой многослойным методом, соединение выполняется с помощью винтовых штифтов. Они устанавливаются со смещением по краям соединяемых деталей. Размер резьбовых шпилек выбирается в соответствии с рекомендациями:
- по диаметру не более 0,3 — 0,4 толщины детали, максимальный — 12 мм;
- вкручиваются на глубину 1,5 своего диаметра, но не больше 0,5 толщины материала;
- длина выступающей над поверхностью части — 0,75 — 1,2 диаметра шпильки.
После того как штифты установлены на место, по периметру приваривается несколько слоев металла. Чтобы избежать перегрева, покрытие наносится поочередно на разные концы. Наконец, металл приваривается вокруг штифтов одним или несколькими сварными швами.
Блок: 6/7 | Количество символов: 748 Источник: https://svarkaprosto.ru/tehnologii/svarka-chuguna-elektrodom
Горячая сварка чугуна инвертором
Преимуществом горячей сварки является отсутствие риска образования трещин. Процесс сварки должен обеспечивать равномерный нагрев свариваемых деталей. Большая разница температур между основным материалом и металлом шва в большинстве случаев приводит к образованию трещин и других дефектов.
Перед нагревом детали должны прочно лежать на устойчивой раме (люльке). Такой тип рамы позволяет избежать напряжений, которые могут вызвать трещины во время работы. Жесткую раму можно не использовать, если детали нагреваются локально. Как правило, детали нагреваются в индукционных печах. При необходимости можно также использовать следующие устройства:
- горны;
- паяльные лампы;
- пламенные горелки и т. п.
Графитовые формы обычно используются, когда необходимо заварить трещины или устранить дефекты на краях детали. С помощью этого оборудования можно избежать утечки жидкого металла.
Сварочный рычаг и шестерня в графитовых формах.
Формы изготавливаются из графитовых пластин. Формовочная смесь из кварцевого песка и жидкого стекла используется для соединения отдельных частей в функциональную конструкцию. Чтобы свести к минимуму риск образования трещин, формы необходимо равномерно нагреть, а затем охладить.
Холодная сварка чугуна инвертором
Если чугун редко нуждается в сварке и у вас нет специального нагревательного оборудования, следует использовать метод холодной сварки. Для этого используется сварочный преобразователь и специальные электроды:
- ОЗЧ-2. Представляет собой медный стержень, покрытый особым составом;
- МНЧ-2. Стержнем является сплав, в состав которого входят:
- медь;
- железо;
- марганец;
- никель.
Для получения технологически качественных сварных швов можно использовать электроды МНЧ-2. Однако они дороги и зачастую их нелегко найти. Электроды ОЗЧ-2 значительно дешевле, но качество сварного шва несколько хуже.
Для холодной сварки чугуна при использовании преобразователя часто применяют самодельные электроды. Они изготавливаются следующим образом: На электрод для сварки стали наматывается медная или латунная проволока. Диаметр проволоки Ø 1,5 … 2 мм. Длина проволоки определяется ее весом: Проволока должна быть в 4 … 5 раз длиннее прутка. Этот метод проиллюстрирован видеороликом в конце статьи.
Где окажут услугу
Компания «Сварка»;
Компания осуществляет сварку чугунных изделий (также в день обращения).
В заключение рекомендуем посмотреть видеоролик «Сварка чугуна стальными электродами».
Этот сайт использует Akismet для борьбы со спамом. Узнайте, как обрабатываются данные вашего комментария. Отправляя сообщение, вы соглашаетесь на сбор и обработку персональных данных. Рекомендации по защите данных
Выбор электродов для сварки чугуна
При холодной сварке чаще всего используются недорогие электроды марки БСВ с индексом от 2 до 6. В их основе лежат медные стержни со специальным покрытием. Для поверхности металла используется марка МНХ-2, а для изготовления стержней — сплав, в который добавлены никель, марганец, железо и медь. Такие электроды редки и дороги. Менее дорогими электродами являются СЧ-4 и ОЗЖН-1.
В зависимости от марки и диаметра электрода выбирается сила тока:
Если заводских электродов нет, то самодельные электроды изготавливают из медных стержней нужного диаметра. Для оболочки получают оболочку, которую срезают со стальных электродов. Ее измельчают, добавляют равное количество железных опилок и смешивают с жидким стеклом до густоты сметаны.
Стержни очищают, обезжиривают и опускают вертикально в смесь. После медленного удаления излишков материала для стекания должен образоваться слой толщиной 1,5-2 мм. Вертикально расположенные электроды сначала сушат без нагрева, а затем в печи при температуре 250⁰C.
Чугун можно сваривать обычным электродом после намотки медной проволоки диаметром 0,5-2,0 мм. Начинайте намотку с рабочего конца и укладывайте витки плотно и без зазоров на вставку. Вес проволоки должен в 4 — 5 раз превышать вес стального сердечника.
Независимо от того, какой электрод используется для сварки чугуна, необходимо соблюдать следующие условия:
- сварка ведётся швами длиной 3 — 5 см с перерывами;
- прерывистый режим позволяет избежать недопустимого нагрева участков выше 80⁰C;
- подключение полярности обратное.
Технология сварки чугуна электродом
В зависимости от типа дефекта и возможностей используются различные варианты. Сварка чугуна в домашних условиях выполняется многослойным способом. Кромки соединенных толстостенных деталей скошены под углом 45⁰ шлифовальной машиной. Когда трещина закрыта, ее углубляют тонким диском, а по краям просверливают отверстия. Такая подготовка обеспечивает лучшее заполнение дефекта расплавленным металлом.
Затем, используя специальный электрод, сваривают первый слой участками от 3 до 5 см. Начинайте сварку с краев шва, чтобы создать полость. Если возможно, обработайте пустоту с обратной стороны аналогичным образом. Последующие слои забиваются круглым молотком, пока они еще горячие.
Поскольку специальные электроды стоят дорого, их иногда заменяют обычными электродами. Их можно использовать только для обработки поверхности последующих слоев. Сварка чугуна стальными электродами дешевле, но надежность соединения низкая. Поэтому она не рекомендуется для ответственных применений.
Чугунные электроды используются для устранения дефектов после литья. Для улучшения качества используется полугорячий процесс. Для работы могут использоваться агрегаты переменного и постоянного тока. Их величина рассчитывается исходя из диаметра электрода. На каждый миллиметр добавляется от 50 до 60 ампер.
Сварка чугуна под защитным газом одноразовым электродом требует много денег и времени, а качество улучшается лишь незначительно. Поэтому эта техника редко используется домашними мастерами.
Сварка чугуна по шпилькам
Поскольку не всегда удается сварить чугун с крупнозернистой структурой многослойным методом, соединение выполняется с помощью винтовых штифтов. Они устанавливаются со смещением по краям соединяемых деталей. Размер резьбовых шпилек выбирается в соответствии с рекомендациями:
- по диаметру не более 0,3 — 0,4 толщины детали, максимальный — 12 мм;
- вкручиваются на глубину 1,5 своего диаметра, но не больше 0,5 толщины материала;
- длина выступающей над поверхностью части — 0,75 — 1,2 диаметра шпильки.
После того как штифты установлены на место, по периметру приваривается несколько слоев металла. Чтобы избежать перегрева, покрытие наносится поочередно на разные концы. Наконец, металл приваривается вокруг штифтов одним или несколькими сварными швами.