Этот инструмент часто используется при изготовлении больших галтелей за короткое время. Основные элементы конструкции следующие:
Способы Деления Универсальной Делительной Головкой
Существует три способа резки заготовок режущей головкой: прямой, простой и дифференциальный.
Прямой способ используется, когда требуется большая точность по отношению к вращению заготовки. Разделение производится путем вращения оси делительной головки с передним делительным колесом, а угол поворота отсчитывается по отверстиям на задней стороне колеса относительно делительного колеса или с помощью шкалы. Поскольку переднее делительное колесо имеет 24 отверстия, заготовку можно разделить на 2, 3, 4, 6, 8, 12, 24 части. При делении с помощью шкалы деления точность в конце немного ниже (до 5), так как значение деления шкалы деления соответствует пяти минутам.
При делении детали на z частей угол α поворота шпинделя определяется по формуле α = 360/z, где z = определенное число делений.
При каждом повороте шпинделя головки значение α прибавляется к опорному значению, соответствующему положению шпинделя перед поворотом.
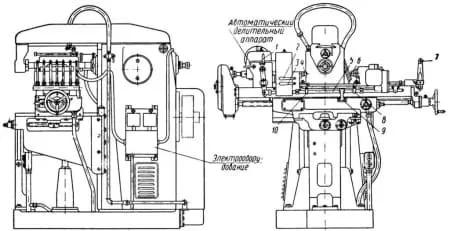
Перед переключением рукоятки 16 (см. рис. 1, б универсальные фрезерные головки) необходимо освободить червяк червячного колеса и стопор из отверстия переднего подвижного колеса и повернуть шпиндель вместе с заготовкой от руки на необходимое число делений или на заданный угол.
Если на чертеже указан центральный угол между осями обрабатываемых пазов, то угол поворота шпинделя равен этому углу. Если указан угол между гранями обрабатываемых поверхностей, то угол наклона шпинделя после обработки первой поверхности определяется по формуле
где b — угол между поверхностями.
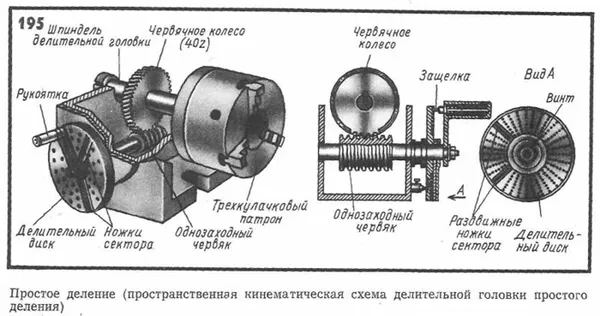
Способ простого деления универсальной делительной головкой
Сущность данного способа деления универсальной делительной головкой заключается в том, что вращение шпинделя с неподвижной заготовкой осуществляется вращением рукоятки со стабилизатором относительно отверстий неподвижного бокового делительного колеса посредством червячной передачи. Так как передаточное число шестерен, соединяющих вал приводного стержня рукоятки с зажимом и червяком с одним входом, равно единице, а неподвижная червячная шестерня шпинделя имеет 40 зубьев, то при повороте рукоятки на один полный оборот червячная шестерня поворачивается на один зуб или 1/40 часть оборота. Таким образом, чтобы вал сделал один полный оборот, кривошип должен повернуться сорок раз.
Число оборотов кривошипа, необходимое для поворота вала делительной головки на один оборот, называется индексом делительной головки.
Все делительные головки, выпускаемые в России, имеют индекс 40.
При методе простого деления число оборотов коленчатого вала, число рядов отверстий в делительной пластине и число делений между ними определяется по формуле n = N/z, где n — число оборотов коленчатого вала относительно делительной пластины; N — индекс делительной головки; z — число делений, на которые необходимо разделить заготовку.
Пример № 1 простого деления. В цилиндрическом блоке необходимо выфрезеровать три паза через равные промежутки времени. Определите число оборотов коленчатого вала, на которое нужно повернуть заготовку при фрезеровании каждого паза.
Решение: n = N/z = 40/3 = 13*⅓.
Чтобы повернуть заготовку на одну треть цикла, коленчатый вал совершает 13 полных оборотов относительно бокового колеса индексации и еще треть оборота. Для этого в колесе с боковым шагом выбирается определенное количество отверстий, кратное трем. Для этого числитель и знаменатель дроби умножают на такое число, чтобы результат в знаменателе соответствовал количеству отверстий в одном из рядов делительного колеса, например на 10. После умножения получается n = 13*⅓ = 13*(10/30).
Таким образом, после фрезерования каждой канавки необходимо повернуть кривошип на 13 полных оборотов и пройти 10 расстояний по кругу с числом отверстий 30.
Для простоты используется скользящий сектор. Секторные линейки устанавливают так, чтобы число шагов между ними соответствовало числу шагов выбранной окружности, которое определяется по приведенной выше формуле.
При установке сектора в рабочее положение стопорный штифт вставляют в одно из отверстий выбранной окружности бокового делительного диска, например, в отверстие А (см. рис. 1, для универсальных фрезерных головок). Ослабить винт 18, соединяющий секторные линейки 14, и направить одну из линеек фаской к стопорным штифтам. Подсчитайте количество шагов выбранной окружности и подведите фаску второй линейки к последнему отверстию В и снова закрепите ее винтом.
После обработки поверхности заготовки в этом положении поверните ручку по часовой стрелке на расчетное количество оборотов, вставьте зажим в отверстие В и поверните секторные линейки в том же направлении, пока фаска линейки не коснется зажима. (Сектор в новом положении показан пунктиром).
Чтобы избежать ошибок измерения из-за люфта (зазора) в шестернях и червячных колесах, кривошип следует поворачивать только в одном направлении. Если кривошип случайно повернулся дальше от нужного отверстия, его необходимо повернуть в противоположном направлении на угол, немного превышающий люфт (примерно на пол-оборота), а затем повернуть в том же направлении в соответствующее отверстие.
Способ дифференциального деления универсальной головкой
На практике не всегда возможно разделить круг на определенное количество сегментов с помощью описанных выше методов. Например, круг, который необходимо разделить более чем на 42 сегмента, что не кратно количеству отверстий в боковом делительном диске, не может быть разделен простым методом деления. В этом случае необходимо использовать другой метод дифференциального деления. Его суть заключается в том, что заготовка поворачивается относительно отверстий во вращающемся боковом делительном диске за счет вращения коленчатого вала универсальной делительной головки.
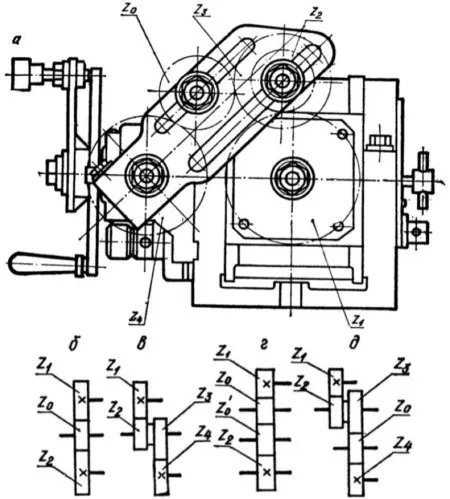
При этом вращение бокового отрезного диска передается от шпинделя через шпиндель посредством направляющих колес и конических шестерен 22 (см. рис. 1, г универсальных режущих головок), одна из которых установлена на оси шпинделя механического привода, а вторая еще связана с боковым отрезным диском. На рис. 1 показана кинематическая схема универсальной делительной головки, настроенной на дифференциальное деление. Гитарное колесо z1 всегда установлено на шейке вала шпинделя 2, который вставляется в коническое отверстие заднего конца шпинделя, а колесо z4 установлено на шейке вала шпинделя 1 механического привода шпинделя. Между этими колесами на скользящих штифтах гитары могут быть установлены одно или два промежуточных колеса.
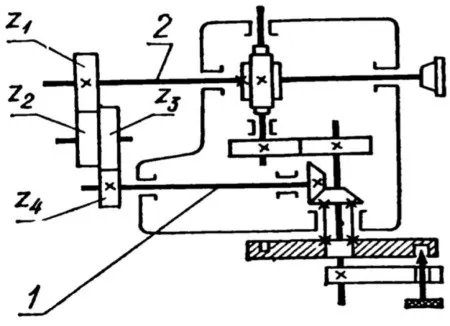
Рис. 1. Кинематическая схема универсальной делительной головки для дифференциального деления.
В зависимости от передаточного числа сменных колес гитары частота вращения делительного диска не одинакова, и за счет изменения количества промежуточных колес это вращение может либо совпадать с направлением вращения рукоятки, либо быть направленным в противоположную сторону. Следовательно, при вращении ручки относительно отверстий в боковой распорке фактическое вращение ручки больше или меньше кажущегося вращения вдоль распорки.
При выполнении разделения дифференциала необходимо освободить боковой делительный диск от зажима и привести шпиндель в строго горизонтальное положение. Кроме того, необходимо рассчитать число оборотов коленчатого вала, определить необходимую окружность с определенным числом отверстий делительного диска, число шагов, передаточное отношение запасных шестерен, число зубьев и направление вращения диска.
Число оборотов коленчатого вала определяется по формуле n = N/x, где N — индекс делительной головки; x — мнимое число, ближайшее к данному, которое можно разделить методом простого деления.
Передаточное отношение сменных шестеренок гитары рассчитывается по формуле i = N(x-z)/x, где z — число, на которое нужно разделить деталь.
Передаточное отношение используется для определения числа зубьев гитарной шестерни.
Делительные головки поставляются с набором шестеренок с числом зубьев: 25 (2 штуки), 30, 35, 40, 50, 55, 60, 70, 80, 90, 100.
Направление вращения бокового делительного диска зависит от величины принятого условного числа х. При положительном значении передаточного отношения, т. е. когда х>z, направление вращения шкива и кривошипа должно быть одинаковым. Если передаточное отношение отрицательное (x
Описание и функции
Делительное приспособление для фрезерных станков представляет собой устройство для поворота заготовок с последующим закреплением их в обрабатываемой зоне под определенным углом. Этот тип приспособлений расширяет возможности станка при обработке металлических поверхностей. Они часто используются при изготовлении всех типов инструментов.
Использование центровочных головок особенно важно при обработке автомобильных деталей, таких как звезды и шестерни. С помощью этих инструментов мастера могут вырезать пазы в отдельной плоскости, отделывать края и делать грани металлических деталей.
Чтобы придать детали определенную форму, ее необходимо сместить относительно оси станка. Для этого принято использовать распорную головку, которая может быть не только отдельным элементом конструкции, но и ее частью.
Этот тип инструмента незаменим при выполнении подобных операций обработки:
- фрезерование поверхностных канавок;
- формирование граней на изделиях;
- фрезеровка пазов и шлицев.
Делительные головки считаются незаменимыми при обработке больших заготовок. Согласно ГОСТу, универсальные приспособления этой категории выпускаются для обработки заготовок диаметром от 16 до 50 см. Они также выполняют и другие функции.
- Фиксируют деталь под разными углами относительно продольной столовой оси станка.
- Осуществляют поворот на заданный угол после каждого последующего прохождения фрезы.
- Непрерывно вращают изделие во время нарезки спирального паза или зубьев. Зачастую это происходит во время изготовления метчика, дорна, деталей с формой архимедовой спирали.
Виды оснастки, используемой для установки угла
Фрезерные головки для фрезерных станков классифицируются по типу применения и конструктивным особенностям. В зависимости от вышеупомянутых особенностей существуют различные типы насадок.
- Лимбовые. Данные модели головок характеризуются простотой использования и строения. Обычно они стоят недорого. Благодаря использованию таких приспособлений могут обрабатываться простые детали.
- Безлимбовые. Для процесса регулировки в данном случае используются сменные колеса зубчатого типа. Поменять угол наклона можно при помощи поворота ручки головки. Безлимбовые приспособления нашли свое применение во время изготовления более сложных типов продукции.
Рассмотрим наиболее важные варианты приспособлений для установки углов.
- Универсальное. УДГ нашли свое применение в мелкосерийном производстве элементов. Данные приспособления стоит подбирать в соответствии с габаритами фрезерного станка.
- Упрощенное. Головки с непосредственным делением характеризуются несложной конструкцией, их применяют в процессе изготовления деталей стандартного типа большими партиями. Использование данного приспособления не подразумевает необходимости в особых навыках и последующем обслуживании.
- Оптическое оснащение для фрезерного станка необходимо во время обработки режущих элементов с многочисленными лезвиями. На шпинделе такого инструмента обычно находится диск из стекла, оснащенный градуировкой в 360 градусов. Модели, оснащенные экраном, способствуют легкости нанесения разметки на заготовки.
Обзор методов деления
Для углового перемещения заготовок могут использоваться различные методы. Перечислим их.
- Непосредственного деления. Осуществляется визуально по оптическому приспособлению. В этом случае не применяются промежуточные механизмы.
- Простого деления. Работа осуществляется при помощи неподвижного диска УДГ. Данный метод довольно востребован в настоящее время.
- Комбинированного деления.
- Дифференциального. В этой ситуации должны использоваться УДГ в комплектации со сменными зубчатыми колесами.
- Непрерывного. В ходе данного метода пользуются оптическими и универсальными головками с кинематической связью шпинделя, винта продольной станочной подачи.
Классификация оснастки, используемой для установки угла
Разделение может осуществляться с помощью следующих типов оснастки:
- универсальные варианты исполнения;
- упрощенные конструкции;
- оптический тип, который используется для выполнения особо точных работ.
Приведенную выше классификацию следует учитывать, когда речь идет о конструкциях, расширяющих возможности фрезерного станка. Часто разделение осуществляется с помощью конкретного приспособления, достаточно часто используются универсальные конструкции.
Методы деления
Деление с помощью фрезерного станка может быть выполнено различными методами, некоторые из которых мы хотели бы здесь упомянуть:
- Непосредственное деление проводится без применения промежуточного механизма. Для этого используется устройство с простым оптическим делением.
- Простое деление применяется довольно часто, при котором используется неподвижный диск. Этот метод нарезания осуществляется при использовании УДГ, что делает область применения обширной.
- Комбинированное деление проводится также при использовании делительной головки.
- Дифференциальный метод также проводится на универсальных делительных головках, которые имеют дополнительный комплект сменных зубчатых колес.
- Непрерывный метод реализуется оптическими и универсальными головками, которые имеют связь кинематического характера между шпиндельной головкой и винтом продольной подачи фрезеровального станка.
Эти методы относятся к фрезерному станку, на котором может быть установлен рассматриваемый инструмент. gallery link=»file» columns=»2″ ids=»3219,3220″
Маркировка универсальной головки
Для того чтобы определить основные параметры рассматриваемого инструмента, его определяют по заданным параметрам. Примером может служить модель УДГ-40-Д250. Расшифровка этого варианта выглядит следующим образом:
- УДГ – обозначение типа устройства, в данном случае, универсальная делительная головка.
- Следующая цифра в маркировке обозначает передаточное число. Расчет указывает на то, что число 40 определяет 1 оборот шпинделя за 40 оборотов ручки.
- Обозначение Д250 указывает на наибольший диаметр обрабатываемой заготовки.
Приведенную выше информацию необходимо учитывать при тестировании УДГ. Существует специальная таблица, по которой можно выбрать наиболее подходящую модель.
Выбор универсальных делительных головок
При выборе разделительной головки УДГ первое, что необходимо определить — это тип разделительной головки. Чаще всего используются универсальные разветвители. Они, в свою очередь, отличаются друг от друга величиной больших диаметров обрабатываемых заготовок. В отечественной промышленности, например, выпускаются следующие типы разъемных головок: от УДГ-Д-160 до УДГ-Д-400 (для диаметров 160, 200, 250, 320, 400 мм).
Все типы унифицированы и отличаются в основном высотой наконечников. Для универсальных режущих головок подготовлены специальные таблицы для расчета одиночного/дифференциального шага. Рабочий диаметр устройства должен выбираться в зависимости от размера зажимаемой заготовки. Это означает, что при обработке заготовок малого диаметра предпочтительнее использовать универсальную режущую головку того же размера.
Виды делительных фрезерных головок
Существует 3 варианта, которые могут быть добавлены к различным блокам: горизонтальный, вертикальный и комбинированный. Давайте рассмотрим их по очереди
Обычная
Зубило полезно, когда нужно разделить круг на несколько участков. Эта задача решается с помощью диска-долота — конца, закрепленного на валу с 12 bi s 30 пазами (в каждом из них можно закрепить защелку).
Таким образом, в пределах окружности (вращение заготовки вокруг своей оси) можно построить 2, 3, 4, 5, 6, 12, 15, 24 или даже 30 одинаковых элементов даже в самой типичной ситуации. Характеристики делительных головок UDG, оснащенных нестандартными дисками, также позволяют изготавливать детали с неравными размерами.
Вращение шпинделя контролируется червячной передачей: колесо служит в качестве трехфазного позиционирующего устройства. Положение можно изменять вручную, поворачивая вентиль на валу. Это обеспечивает постепенное развитие движения (вместо рывков), что позволяет достичь даже относительно небольших отверстий.
Практически, для успешного использования не требуется никаких дополнительных узлов или устройств — достаточно одного диска прямого действия.
Многофункциональная
Применение такой делительной головки оправдано, когда заготовку необходимо одновременно позиционировать под нужным углом к столу и поворачивать вокруг своей оси. На практике это необходимо, например, при резке спиральных каналов.
Однако, как правило, это используется при производстве подобного металлопроката:
- • плоские прямоугольники, в том числе и крупногабаритные;
- • зубцы с циклическим расположением;
- • многоугольники с равными сторонами;
- • детали более сложных форм (параметры которых способны совпадать с насечками на лимбе).
Кроме того, устройства с многофункциональным инструментом могут допускать как непрерывное вращение выбранной части заготовки (и вокруг своей оси), так и регулярные вращения (по заранее заданному алгоритму, в определенные доли цикла), что просто расширяет рабочие пределы.
Зрительная (оптическая)

Это делительная головка, принцип работы которой направлен на высокую точность результатов фрезерования крупногабаритных заготовок.
Она имеет собственную маркировку (применение правил см. ниже), которая предоставляет информацию о ее основных параметрах. На диске также имеется градуировка в 15 градусов. Его можно использовать универсально, с полным циклом вращения шпинделя в 40 шагов. Это подходит для объектов с максимальным радиусом менее 250 мм.
Основные маркировки
Каждая модель имеет ряд технических характеристик, которые различаются по степени важности — передаточное число, максимальная нагрузка, высота центра и др. — но не все из них подвергаются сомнению. Итак, давайте рассмотрим принципы, по которым обычно называют делительную головку для фрезерного станка, согласно инструкции:
- • тип – универсальная, зрительная и так далее;
- • передаточное число – общее количество шагов в рамках полного цикла вращения;
- • максимальный диаметр устанавливаемой детали.
Например, аббревиатура УДГ-40-Д350 указывает на то, что она относится к многофункциональному типу, имеет 40 оборотов за оборот и возможность сверлить заготовки с двойным радиусом до 350 мм.
В особых случаях маркировка может включать и дополнительные параметры. Оптические модели, например, имеют число непосредственно после ODG — это значение постоянного тока, указанное производителем.
Также в паспорте перечислены характеристики, указывающие на особенности эксплуатации или точность результата и так далее:
- • биение по диаметру;
- • ДхШхВ;
- • максимальная нагрузка;
- • величина отклонения оси опоры;
- • углы шпиндельного поворота – от горизонтали и от линии центра;
- • радиальное конусное биение (замеряется в 300 мм от передней части и возле основания).
Наконец, есть показатели, которые необходимо учитывать при использовании: Это номер конуса Морзе и диаметр монтажного фланца. При неправильном их выборе страдает качество инструмента, что может привести к его поломке.
Преимущества
Работа с распорной головкой фрезерного станка позволяет избежать этого:
- • В несколько раз увеличить ассортимент производимых действий (по сравнению с ее отсутствием).
- Обеспечить максимально точное и актуальное положение заготовки по отношению к столу, как горизонтальному, так и вертикальному.
- • Упростить все операции, связанные с металлическими объектами различных габаритов.
Есть и практические преимущества, которые дает сам инструмент. Например, оно достаточно прочно, чтобы выдержать интенсивное использование, и поэтому подходит для предприятий с высоким уровнем производства. Он также относительно прост в эксплуатации — при небольшой практике с ним легко справится даже опытный мастер. Благодаря этим преимуществам он окупается сравнительно быстро. Это важное и незаменимое оборудование для современного применения.
Как пользоваться?
С методом прямого деления:
- Червячная пара выводится из зацепления рукоятью управления.
- Освобождается фиксатор остановки лимба.
- Шпиндель поворачивается на угол, отсчитанный по нониусу лимба, и фиксируется.
С простым методом деления:
- Делительный диск фиксируется в одном положении.
- Установкой рукоятки фиксатора в отверстие на делительном диске,
- Устройство перемещается на расчётный угол.
С дифференциальным методом деления:
- Шпиндель выставляется в горизонтальное положение.
- Проверяется плавность поворота шестерней.
- Отключается стопор диска.
- Дальнейшие действия как в простом способе деления.
Какую лучше выбрать?
Выбор производится с учетом условий, налагаемых критериями выбора:
- Параметры головки и элементов крепежа на станине.
- Для каких работ нужна головка:
- для штучного ремонта или реставрации – нужна УДГ;
- для высокоточной – оптическая головка;
- для работы на поток – головка упрощённой конструкции.
Соотношение цены и качества. Окупаемость затрат. Новый или бывший в употреблении. Выбор страны и марки производителя.
Как пользоваться делительной головкой
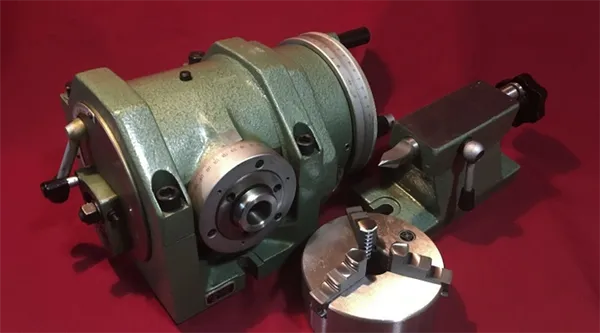
Для профессионалов фрезерного дела не секрет, как использовать подрезную бабку, но многие даже не знают, что это такое. Это горизонтальный станок, используемый в сверлильных и фрезерных станках с подрезной фрезой. Его основное назначение — периодически вращать заготовку, разделяя ее на равные части. Эта функция полезна при обработке режущих инструментов, фрезеровании, прорезании пазов и так далее. Его можно использовать для изготовления пазов. Этот продукт широко используется в инструментальном производстве и механической обработке, где он помогает значительно расширить рабочий диапазон станка. Заготовка устанавливается непосредственно на патроне или, если она очень длинная, на неподвижном основании на заднем подрамнике.

Виды выполняемых работ
Конструкция UDG позволяет зажимать заготовку в патроне:
- Точную фрезеровку звездочек, даже если количество зубьев и отдельных секций будет составлять несколько десятков;
- Также с ее помощью изготавливаются болты, гайки и другие детали с гранями;
- Фрезеровка многогранников;
- Проточка впадин, находящихся между зубьями колес;
- Проточка канавок на режущих и сверлильных инструментах (для чего применяется непрерывное вращение, чтобы получить спиралевидную проточку);
- Обработка торцов многогранных изделий.
Методы работы
В зависимости от ситуации и обрабатываемой заготовки делительная головка может работать по-разному. Здесь стоит остановиться на наиболее часто используемых:
- Непосредственный. Данный способ осуществляется путем поворота делительного диска, который управляет передвижением заготовки. Промежуточный механизм при этом не участвует. Этот метод актуален при использовании таких типов делительных инструментов, как оптический и упрощенный. Универсальные делительные головки применяются только с лобовым диском.
- Простой. При данном способе отсчет ведется от неподвижного делительного диска. Деление создается при помощи управляющей рукоятки, которая через червячную передачу связывается со шпинделем на устройстве. При этом способе применяются те универсальные головки, на которых установлен делительный боковой диск.
- Комбинированный. Сущность данного способа проявляется в том, что поворот самой головки является своеобразной суммой поворота ее рукоятки, которая вращается относительно делительного диска, расположенного неподвижно, и диска, который поворачивается с рукояткой. Этот диск передвигается относительно штифта, что находится на заднем фиксаторе делительной головки.
- Дифференциальный. При данном способе поворот шпинделя проявляется как сумма двух поворотов. Первый относится к рукоятке, вращающейся относительно делительного диска. Второй – поворот уже самого диска, что проводится принудительно от шпинделя через всю систему зубчатых колес. Для данного способа используют универсальные делительные головки, которые имеют комплект сменных зубчатых колес.
- Непрерывный. Данный способ актуален во время фрезерования спиральных и винтовых канавок. Он производится на оптических головках, у которых идет кинематическая связь шпинделя и винта подачи на фрезерный станок, и универсальных.
Нужен ли вам пластинчатый теплообменник? Вам нужен теплообменник с пластинчатым теплообменником? Обратитесь в компанию «Молтехснаб». Только оригинальное оборудование для пищевой промышленности.
Устройство и принцип работы делительной головки
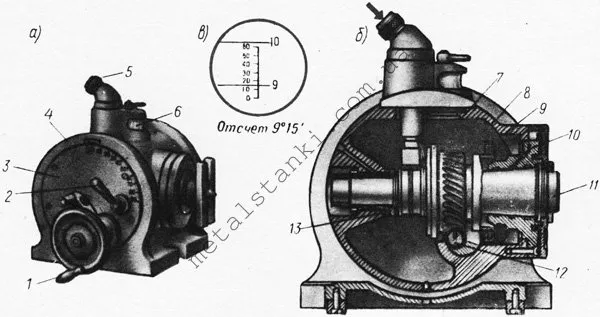
Чтобы понять, как работает разделенная головка, необходимо знать, из чего она состоит. В ее основе лежит корпус № 4, который крепится к столу машины. Он состоит из вала №11, установленного на подшипниках №13, №10 и головки №3. Червяк #12 приводит в движение червячное колесо #8. Оно соединено с маховиком №1. Маховик №2 используется для фиксации шпинделя и, соответственно, червячного колеса. Он соединен с нажимным винтом #9. Червячное колесо и червяк могут только вращать вал, и любая ошибка в их работе не повлияет на общую точность.
Кулачковая втулка опирается на один конец вала, чтобы они могли опускаться вместе. Когда вал и червячная передача расцеплены, можно вращать шпиндельную головку. Внутри корпуса находится стеклянный диск № 7, который прочно соединен с валом № 11. На диске имеется шкала 360 градусов. Окуляр № 5 прикреплен к верхней части головки. С помощью маховика вал поворачивается на нужное количество градусов и минут.
Порядок выполнения работ
При непосредственном выполнении операции червячная передача сначала освобождается от крюка простым поворотом рукоятки управления до соответствующего упора. Затем освобождается стопорное устройство, останавливающее червячную передачу. Шпиндель поворачивается патроном или обрабатываемой заготовкой, чтобы устройство можно было установить под нужным углом. Угол поворота определяется с помощью верньера на торце. Процесс завершается зажатием шпинделя.
При простом методе отрезной диск сначала необходимо зажать в одном положении. Основные операции выполняются с помощью стопорной рукоятки. Вращение рассчитывается по отверстиям, сделанным в отрезном круге. Для фиксации конструкции предусмотрена специальная планка.
При работе по дифференциальному методу сначала необходимо проверить плавность хода шестеренок, установленных на самой головке. Затем следует ослабить блокировку привода. Процедура регулировки здесь точно такая же, как и при простом методе. Основная обработка выполняется только при горизонтальном положении шпинделя.
Таблица делений для делительной головки
| Количество шагов | Количество оборотов рукоятки | Количество измеряемых отверстий | Общее количество отверстий |
|---|---|---|---|
| 2 | 20 | ||
| 3 | 13 | 11 | 33 |
| 4 | 13 | 9 | 39 |
| 5 | 13 | 13 | 39 |
| 6 | 19 | ||
| 7 | 8 | ||
| 8 | 6 | 22 | 33 |
| 9 | 6 | 20 | 30 |
| 10 | 6 | 26 | 39 |
| 11 | 5 | 35 | 49 |
| 12 | 5 | 15 | 21 |
| 13 | 5 | ||
| 14 | 4 | 24 | 54 |
| 15 | 4 | ||
| 16 | 3 | 10 | 30 |
| 17 | 3 | 3 | 39 |
| 18 | 2 | 42 | 49 |
| 19 | 2 | 18 | 21 |
| 20 | 2 | 22 | 33 |
| 21 | 2 | 20 | 30 |
| 22 | 2 | 28 | 39 |