Гораздо проще купить полуавтомат с завода, где уже отрегулированы настройки, где есть гарантия и где все компоненты подготовлены к совместной работе. Тем более, что сварочные аппараты MIG для домашнего использования стоят от 11000 рублей. Но если эта сумма сейчас недоступна для покупки, можно попробовать сэкономить и переделать преобразователь RDS.
Самодельный полуавтомат для сварки
Возможности сварочного полуавтомата намного выше, чем у аппарата, предназначенного для ручной дуговой сварки. Полуавтомат может сваривать гораздо более тонкий металл.
Использование специальной сварочной проволоки позволяет сваривать цветные металлы, а защитный газ обеспечивает более высокое качество швов. В этих условиях желание поставить такой аппарат в домашней мастерской вполне понятно.
Общие сведения
Если нет возможности купить сварочный полуавтомат, можно попробовать собрать его своими руками. Сразу стоит сказать, что задача эта не самая простая, и самодельный сварочный полуавтомат под силу только тем, кто имеет некоторые способности к работе с электрооборудованием, уже что-то ремонтировал, и понимает принципиальные схемы сборки. Для тех, кто уже определился, мы можем предложить несколько возможных вариантов сборки.
Прежде чем приступить к планированию строительства сварочного полуавтомата, необходимо ознакомиться с принципами полуавтоматической сварки, устройством и работой планируемого устройства.
Сварочный полуавтомат — это устройство, выполняющее дуговую сварку постоянным током с использованием в качестве электрода специальной сварочной проволоки в среде защитного газа.
Проволока наматывается на вращающуюся катушку и автоматически подается через подающее устройство к месту сварки. Сварочный полуавтомат может содержать инверторный или трансформаторный источник питания.
Сварщик зажигает дугу руками и выполняет сварку, поэтому работа называется полуавтоматической. Аналогом электрододержателя в сварочном полуавтомате является горелка, имеющая пистолетную рукоятку с ручкой подачи проволоки.
Проволока подается по тонкому каналу, который проходит через прорезиненный шланг, соединяющий полуавтомат с горелкой. Канал подачи газа для сварки находится в таком же рукаве и заканчивается соплом на конце дымохода.
Перед зажиганием дуги проволока должна быть продвинута на 10-15 мм над наконечником горелки путем включения подачи проволоки.
Затем включается подача газа и начинается процесс сварки. Скорость проволоки и газа регулируется вручную с помощью головок на передней панели сварочного полуавтомата.
Из сварочного трансформатора
Если у вас есть в наличии старый сварочный трансформатор, он может послужить основой для создания собственного сварочного полуавтомата.
Если старый аппарат имеет выпрямитель и успешно сваривает на постоянном токе, то с этой деталью больше ничего делать не нужно. Если же это только трансформатор для сварки переменным током, то его необходимо модифицировать.
Диодный мост

К трансформатору необходимо добавить диодный мост и фильтр, чтобы получить сварочный источник постоянного тока. Диодный мост выпрямляет вторичное напряжение, фильтр сглаживает импульсы и обеспечивает постоянную дугу.
Выпрямленное напряжение однофазного трансформатора напоминает синусоиду, нижние полуволны которой отражаются симметрично вокруг оси затухания и распространяются в верхние квадранты системы координат.
По сути, это импульсное напряжение с частотой 100 герц, которое достигает нуля дважды за один период. Использование такого напряжения в качестве постоянного во время сварки приводит к нестабильному выгоранию дуги. Для устранения этого явления необходим фильтр защиты от перенапряжения.
Фильтр
Фильтр состоит из индуктора, включенного последовательно в сварочную цепь, и конденсатора, включенного параллельно. Такая комбинация индуктивности и емкости называется L-образным фильтром, поскольку соединенные таким образом элементы образуют на схеме букву L.

Конденсатор для будущего полуавтомата должен быть электролитическим, полярным и иметь емкость 10000 микрофарад, чем больше, тем лучше. Напряжение конденсатора должно быть не менее 100 вольт, чтобы был хороший запас. Несколько конденсаторов можно спаять параллельно и добавить емкости.
Дроссель

Чтобы намотать дроссель вручную, нужен старый трансформатор подходящего размера. Хорошо подойдет сетевой трансформатор от старых ламповых телевизоров мощностью не менее 250 Вт.
Трансформатор имеет две катушки в овальном закрытом сердечнике, состоящем из двух половинок. Трансформатор разбирают, удаляют катушки и отсоединяют старый кабель.
Для намотки выбирается подходящий плоский медный стержень. Вместо снятого провода на каждую катушку вручную наматывается два слоя медной проволоки. Катушка должна иметь от 15 до 20 витков.
Затем собирается стальной сердечник, устанавливаются катушки и между половинками сердечника помещается текстолитовая прокладка толщиной 1,5 мм. Катушки соединяются последовательно.
Протяжка
Проволокопротяжный механизм для полуавтомата можно изготовить своими руками с помощью небольших подшипников и электродвигателя от автомобильных дворников.
Однако лучше приобрести готовый узел, продающийся как запасная часть для сварочных полуавтоматов. Также следует приобрести горелку и шланг для подачи проволоки и газа.
Инструменты и материалы
Чтобы собрать сварочный полуавтомат с инвертором (AC-DC преобразователь) своими руками, нужно подготовить необходимые детали и оборудование.
- Инвертор с выходной силой электротока от 150 А.
- Устройство подачи присадочного материала (присадки).
- Газовая горелка-пистолет.
- Шланг подающий, который станет направляющим протоком для присадочного материала, идущего к свариваемой области.
- Шланг для подвода защитных газовых смесей к свариваемой области.
- Катушка (бобина) с присадочным материалом (проволокой).
- Узел электроники для контроля над деятельностью полуавтоматического сварочного агрегата. Здесь производится настройка силы электротока, напряжения и скорости работы.
- Схема сварочного полуавтоматического устройства.
Способы изготовления
Давайте сначала поговорим о возможностях преобразования сварочного источника питания от инвертора в сварочный полуавтомат.
Первый способ
Чтобы собрать сварочный полуавтомат, вам обязательно понадобится некоторое базовое оборудование. Именно сварочный аппарат будет создавать рабочие характеристики для возникновения дуги. Не каждая модификация инвертора подходит на роль такого базового оборудования.
Выбирайте достаточно мощный сварочный аппарат. Его вольт-амперную характеристику (ВАХ) можно изменить с помощью ШИМ-контроллера.
Но такой прибор есть не у каждого мастера, а проводить измерения очень долго и утомительно. Более того, только человек с достаточно обширными знаниями в области электротехники способен провести все испытания.
Поскольку выбор ШИМ-контроллера не под силу обычному пользователю, лучше выбрать простое решение. Во-первых, трансформатор-донор должен правильно выполнять все необходимые функции. Во-вторых, для создания самодельного полуавтомата необходим дроссель (индуктор, балласт). Этот компонент, без которого не обходятся практически все люминесцентные лампы, можно приобрести в магазине запчастей. Выходное напряжение индукционной катушки подается на вход в виде обратной связи.
2-й способ
Этот способ самостоятельной сборки полуавтомата подходит только для владельцев хороших агрегатов. Особенно для инверторов, которые могут работать со строго определенной вольт-амперной характеристикой.
Сварочные аппараты такого класса стоят дорого, но тоже подходят для этих целей.
Для создания собственного полуавтомата вам понадобятся:
- приобрести устройство подачи присадочного материала, в комплект которого входят все требуемые кабели и коммутационные элементы;
- подключить устройство подачи к инверторному сварочнику;
- подобрать вольтамперную характеристику для работы с определённым видом присадки.
Подающее устройство — это, по сути, компонент, расширяющий функциональность сварочного аппарата. Это устройство чрезвычайно надежно и не требует от пользователя каких-либо специальных знаний. Кроме того, этот аппарат чрезвычайно гибок и неприхотлив: его можно быстро адаптировать для работы с любым типом материала и присадки.
3-й способ
Этот метод требует большой подготовки со стороны владельца.
Вам следует искать несинхронный инверторный сварочный аппарат нужной мощности.
Выбирайте максимально простой автомат для конкретной категории.
Оптимальным будет тот аппарат, который его имеет:
- имеется на выводе токовый шунт;
- в импульсном блоке питания практикуется трансформатор электротока;
- сборка ZX-7.
Рекомендуется выбирать аппараты без дополнительных функций и органов управления, чтобы упростить жизнь сварщика. Инвертор не должен иметь функции Hot Start или Arcforce.
Чтобы собрать самодельный сварочный полуавтомат, необходимо точно установить вольт-амперные параметры преобразователя мощности. Также необходимо установить время нарастания электрического тока.
Алгоритм переделки
Подавляющее большинство компонентов можно использовать без серьезных модификаций. Механизм подачи наполнителя должен быть модифицирован, так как скорость подачи шланга должна соответствовать скорости плавления наполнителя. Механизм должен учитывать возможность регулировки, так как скорость меняется в зависимости от типа свариваемого металла, а также от типа и сечения присадочного металла.
Трансформаторный блок, который является частью рабочего преобразователя, сначала должен быть модифицирован. Он покрывается дополнительным слоем медной ленты и бумаги с термочувствительным покрытием.
Для трансформатора нельзя использовать обычную медную проволоку. Она слишком сильно нагревается во время сварочного цикла и может парализовать работу всего сварочного полуавтомата.
Вторичная обмотка трансформаторного блока также должна быть восстановлена. Она покрыта 3 слоями тонкого стального ламината, изолированного тефлоновой лентой. Концы обмотки соединяются сваркой. После этой работы электропроводность значительно увеличивается.
Важным компонентом является вентилятор, который охлаждает блок и предотвращает излишний нагрев.
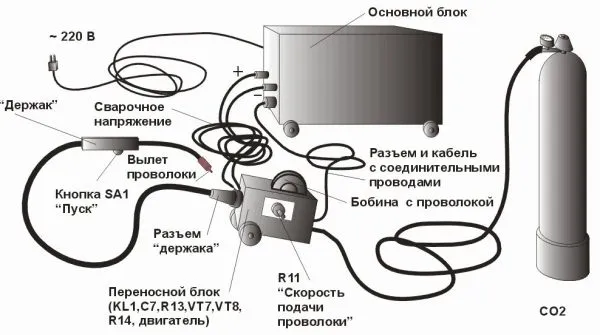
Силовой преобразователь для ручной сварки просто преобразуется в источник питания для полуавтомата. Блок управления не нужно демонтировать, все компоненты находятся в другом корпусе. В корпусе размещается катушка волокна со свободно вращающейся дополнительной лентой на катушке и блок питания. На крышке расположен датчик скорости для расплавленного материала и штуцер для направляющего шланга.
Хорошо подойдет использованный компьютерный корпус. Результат получается аккуратным и опрятным.
Ток можно регулировать на преобразователе, поэтому положительная клемма подключается оттуда к фитингу.
Минус» выводится из преобразователя в новый монтажный лоток. Здесь он подключается к клемме питающей линии. Очень важно: к этому потенциалу также подключается наполнитель.
Шланг для защитной газовой смеси, который ведет от баллона к горелке, также подключается к оболочке. С помощью клапана от стеклоочистителей автомобиля регулируется подача газовой смеси.
Представленную сборку несложно реализовать, а инвертор можно использовать параллельно с ручной дуговой сваркой и в качестве источника питания для самодельного сварочного аппарата в полуавтоматическом режиме.
Принцип работы
При подключении аппарата к сети переменный ток преобразуется в постоянный. Для этого требуется специальный электронный блок, высокочастотный трансформатор и выпрямители.
Такие параметры, как напряжение, интенсивность и скорость подачи проволоки, должны находиться в определенном балансе, чтобы обеспечить качественное выполнение сварочных работ. Этому способствует использование дугового источника питания с жесткой вольт-амперной характеристикой. Длина дуги определяется жестко регулируемым напряжением. Скорость подачи проволоки регулируется сварочным током. Это необходимо учитывать для достижения наилучших результатов сварки с помощью аппарата.
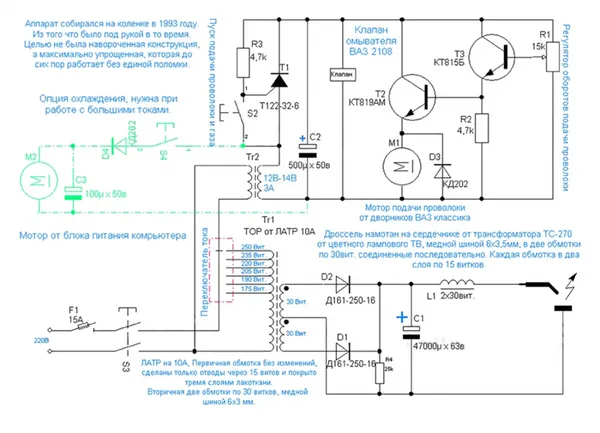
Проще всего воспользоваться схемой Саныча, который давно собрал такой полуавтомат из инвертора и успешно им пользуется. Ее можно найти в интернете. Многие самодельщики не только сами собрали сварочный полуавтомат по этой схеме, но и усовершенствовали его. Вот первоисточник:
Саныч
Полуавтомат Саныча
Для изготовления трансформатора Саныч использовал 4 сердечника от ТС-720. Первичная обмотка намотана медным проводом Ø 1,2 мм (число витков 180+25+25+25+25+25+25), а для вторичной обмотки использован стержень диаметром 8 мм 2 (число витков 35+35). Выпрямитель представляет собой двойной полуконтур. Для выключателя я выбрал двойной гальванический переключатель. Диоды я поместил на радиатор, чтобы предотвратить их перегрев во время работы. Конденсатор установил в блок емкостью 30000uF. Дроссель фильтра был выполнен на сердечнике ТС-180. Силовая часть включается контактором TKD511-DOD. Силовой трансформатор — ТС-40, намотанный на 15В. Цилиндр дробильного механизма в этом полуавтомате имеет диаметр 26 мм. Он имеет направляющий паз глубиной 1 мм и шириной 0,5 мм. Схема регулятора работает с напряжением 6 В. Этого достаточно для оптимальной подачи тока на сварочную проволоку.
На различных форумах по данной теме можно прочитать, как другие мастера усовершенствовали его, и узнать о тонкостях его конструкции.
Настройка инвертора
Чтобы обеспечить качественную работу полуавтомата с небольшими габаритами, лучше использовать тороидальные трансформаторы. Они имеют самый высокий КПД.
Трансформатор подготавливается к работе следующим образом: Его необходимо обмотать медной лентой (ширина 40 мм, толщина 30 мм), защищенной термобумагой, необходимой длины. Вторичная обмотка состоит из 3 слоев жести, изолированных друг от друга. Для этой цели можно использовать фторопластовую ленту. Концы вторичной обмотки должны быть сварены на выходе. Для бесперебойной работы этого трансформатора без перегрева необходимо установить вентилятор.
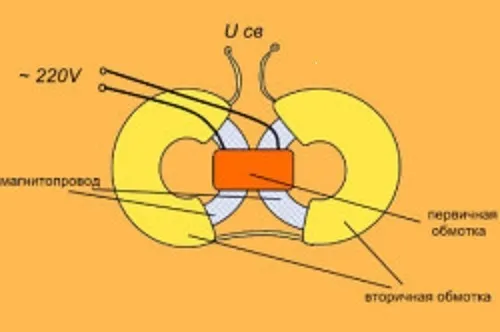
Схема намотки трансформатора
Работа по наладке трансформатора начинается с отключения силовой части. Выпрямители (входной и выходной) и выключатели должны быть оснащены теплоотводами. В месте радиатора, которое больше всего нагревается во время работы, должен быть установлен датчик температуры (его измеренное значение не должно превышать 75 0 C во время работы). После этих изменений подключите блок питания к блоку управления. При включении блока питания должна загореться индикаторная лампа. Импульсы необходимо проверить с помощью осциллографа. Они должны быть прямоугольными.
Его частота должна быть в пределах 40 ÷ 50 кГц и иметь временной интервал 1,5 мс (с коррекцией времени путем изменения входного напряжения). На дисплее должно отображаться не менее 120 А. Не лишним будет испытать устройство под нагрузкой. Это можно сделать, установив в сварочные кабели резистор сопротивлением 0,5 Ом. Он должен быть рассчитан на ток 60 А. Это можно проверить с помощью вольтметра.
Правильно собранный сварочный инвертор позволяет регулировать ток в широком диапазоне: от 20 до 160 А, выбор рабочего тока зависит от свариваемого металла.
Чтобы собрать инвертор своими руками, можно использовать компьютерный модуль, который должен быть в рабочем состоянии. Корпус следует укрепить, добавив усиливающие ребра. На него следует установить электронную часть, выполненную по схеме Саныча.
Первый запуск самодельного полуавтомата
Когда все собрано, необходимо протестировать самодельный аппарат MIG. Первый запуск производится в таком порядке:
- Включите инвертор в сеть 220 V.
- Установите катушку на ось и вставьте конец проволоки в натяжитель, а также между роликами.
- Выпрямите рукав горелки и включите холостую протяжку без газа.
- Когда конец проволоки показался из мундштука, остановите протяжку.
- Откройте газовый баллон и настройте расход на редукторе в пределах 6-11 л/мин.
- Подключите зажим массы к заготовке.
- Наденьте маску, наведите горелку на черновое изделие, нажмите кнопку.
- Отрегулируйте подачу электрода так, чтобы он не «протыкал» сварочную ванну, но и не плавился преждевременно в воздухе. К сожалению, при использовании электромотора от автомобиля доступна только ступенчатая регулировка.
- Настройте силу тока, чтобы ее хватало для проплавления без прожогов.
- Проварите шов, отпустите кнопку на горелке, оцените шов.
Вполне реально собрать полуавтомат с инвертором. Он пригодится в доме или гараже, так как поможет быстрее выполнять многие работы. Но для массового производства продукции лучше приобрести заводской полуавтомат или блок питания, совместимый с вашим источником энергии.
Ответы на вопросы: построение полуавтоматического MIG-аппарата на основе MMA-преобразователя.
Каковы нижний и верхний пределы напряжения для самодельного полуавтомата?
Какое минимальное и максимальное напряжение требуется? Это обеспечивает легкое зажигание дуги. После зажигания дуги напряжение должно снизиться для безопасности сварщика, но не ниже 22 В, иначе сварка не получится.
Я собрал полуавтомат на основе преобразователя, но транзисторы перегорают, почему?
Проверьте все обмотки трансформатора гальванической развязки с помощью осциллографа. Убедитесь, что на экране нет скачков напряжения — это самая распространенная причина перегорания транзисторов.
Можно ли использовать активные токи при пайке платы инвертора?
Не рекомендуется, можно обезжирить обычной канифолью. Если вы используете активный флюс, обязательно промойте паяный шов.
Есть ли разница в положении катушки провода в механизме питания?
Нет, не существует. Катушка может вращаться на валу вертикально или горизонтально. Главное, чтобы катушка достаточно плотно сжимала провод, чтобы он не соскальзывал.
Из чего сделан корпус самодельного механизма подачи проволоки?
Из любой консервной банки, старой микроволновой печи, ящика для инструментов и т.д. Размеры конструкции определяют размер устанавливаемой катушки.
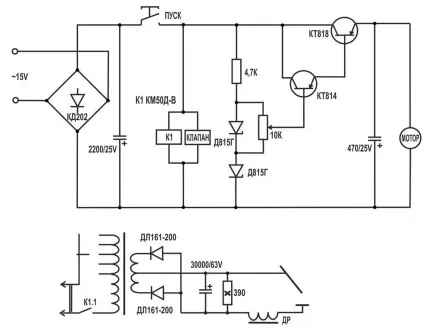
Реализация электрической части
Вам потребуются:
- два автомобильных реле;
- диод;
- шим регулятор для двигателя;
- конденсатор с транзистором;
- электромагнитный клапан холостого хода – для подачи газа в горелку. Подойдет любая ВАЗовкая модель, например от восьмерки;
- провода.
Схема управления проволокой и газом довольно проста и реализуется следующим образом:
- при нажатии кнопки на горелке срабатывает реле №1 и реле №2;
- реле №1 включает клапан подачи газа;
- реле №2 работает в паре с конденсатором и включает подачу проволоки с задержкой;
- протяжка проволоки делается дополнительной кнопкой в обход реле подачи газа;
- для снятия самоиндукции с электромагнитного клапана, к нему подключается диод.
- Нужно предусмотреть подключение горелки к силовому кабелю от инвертора. Для этого рядом с евро разъемом, можно установить быстросъемный разъем и подключить его к горелке.
Полуавтомат имеет следующую последовательность работы:
- Включается подача газа.
- С небольшой задержкой включается подача проволоки.
Эта последовательность необходима для того, чтобы проволока сразу попала в экранирующую среду. Если полуавтомат работает без задержки, то проволока застревает. Для реализации этого необходимы конденсатор и транзистор, через которые подключается реле управления двигателем. Принцип работы:
- напряжение подается на конденсатор;
- он заряжается;
- ток подается на транзистор;
- включается реле.
Емкость конденсатора нужно подобрать так, чтобы задержка составляла около 0,5 секунды — этого достаточно для заполнения ванны с припоем.
После сборки механизм следует протестировать, а процесс изготовления можно посмотреть на видео.
Переделка инвертора
Чтобы собрать полуавтомат из обычного инвертора своими руками, нужно немного модифицировать его электрическую часть. Если к собранному корпусу подключить ММА-преобразователь, то сварка будет работать. Но качество сварки будет не лучше, чем у заводского полуавтомата. Все дело в ВАХ — вольт-амперной характеристике. Дуговой инвертор дает убывающую характеристику — выходное напряжение изменяется. Для правильной работы полуавтомата требуется жесткая характеристика — аппарат поддерживает постоянное напряжение на выходе.
Поэтому, чтобы использовать ваш инвертор в качестве источника питания, необходимо изменить характеристику VAR (вольт-амперную). Для этого вам потребуется:
- тумблер, провода;
- переменный резистор и два постоянных;
Получить жесткую характеристическую кривую для инвертора довольно просто. Для этого перед шунтом, управляющим сварочным током, подключается делитель напряжения. Для делителя используются постоянные резисторы. Это дает необходимые милливольты, которые пропорциональны выходному напряжению, а не току. Единственным недостатком этой системы является то, что дуга очень жесткая. Чтобы избежать этого, можно использовать переменный резистор, подключенный к делителю и выходу шунта.
Преимущество такого подхода в том, что вы можете регулировать жесткость дуги — такая регулировка есть только у профессиональных полуавтоматов. А тумблер переключает преобразователь между режимами MMA и MIG.
Так что переделка преобразователя ММА в полуавтомат — задача не из простых, но вполне выполнимая. В итоге вы получаете аппарат, который по своим характеристикам не уступает заводскому. Но стоит он значительно дешевле. Стоимость такой переделки составляет 4-5 тысяч рублей.
Изготовление своими руками

Самый простой способ самостоятельно построить полуавтомат — использовать инвертор на базе мощного устройства. Вы можете изготовить инвертор самостоятельно или использовать его от уже имеющегося устройства. Для полуавтомата следует использовать инвертор мощностью не менее 150 ампер.
Существуют модификационные системы, позволяющие устанавливать мощность, достаточную для полуавтоматической сварки. Такое устройство сложно реализовать, поэтому рекомендовать использовать маломощные аппараты можно только опытным радиолюбителям, которые могут построить действительно сложные устройства.
Построить высококачественное устройство можно, если иметь в наличии начальную схему сварочного полуавтомата. К особенностям такого аппарата можно отнести следующее:
- Первичный ток — 8- 12 А.
- Напряжение питания — 220 или 380 вольт.
- Напряжение холостого хода — 36−42 Вольта.
- Ток сварки — 40−120 ампер.
- Регулировка напряжения с шагом плюс-минус 20%.
Это оптимальные параметры для отечественного сварочного полуавтомата, который может справиться с широким спектром металлов по тугоплавкости. С помощью дополнительных конструкций, увеличивающих мощность конвертера, можно изменить основные характеристики таким образом, чтобы такое оборудование можно было использовать как в бытовых, так и в промышленных целях.
Конструкция подающего устройства
Собрать сварочный полуавтомат своими руками можно как с заводской подачей, так и в самодельном варианте. Чтобы собрать его самостоятельно, необходимо понимать, из чего состоит заводское изделие, а именно:
- на лицевой панели находится евроразъём для подключения сварочного рукава;
- на тыльной части корпуса — тумблер включения блока питания и разъёмы для соединения с инвертором и системой подачи газа;
- внутри корпуса находится блок питания подающего устройства;
- узел подачи с закреплённой, свободно вращающейся бобиной с проволокой;
- далее расположено прижимное, регулируемое подающее устройство, соединённое через редуктор с валом электродвигателя;
- схема регулировки оборотов электродвигателя, обеспечивающая поступательное движение сварочной проволоки с заданной скоростью;
- соленоид, обеспечивающий или перекрывающий подачу газа в горелку через клапан;
- трубки подачи газа к соленоиду и евроразъёму;
- силовой кабель, подводящий сварочный ток к узлу подачи проволоки;
- схема согласования подачи газа и движения проволоки с задержкой в 1-2 секунды, препятствующая прогорание или залипание проволоки, при работе в агрессивной кислородной среде;
- кабели, соединяющие инвертор и подающее устройство.
Важно, чтобы подающий механизм был установлен на электроизолирующем материале, так как сварочная проволока находится под напряжением и является электродом, поэтому необходимо избегать электрического контакта с корпусом подающего механизма.
Необходимо позаботиться об эффективном управлении подающим роликом, так как проволока имеет различное сечение в зависимости от толщины свариваемых деталей. Необходимо следить за соблюдением пропорций всех компонентов, участвующих в поступательном движении проволоки, чтобы избежать скручивания, затрудняющего равномерную подачу проволоки с требуемой скоростью. Материал трубы для подачи газа должен быть термостойким, а соединения должны быть закреплены надежным хомутом. Нетрудно найти подходящий источник питания для работы электродвигателя и электронных схем блока питания.
Устройство горелки и шланга сварочного полуавтомата
При использовании сварочного полуавтомата скорость работы может быть увеличена более чем в два с половиной — три раза, поскольку отпадает необходимость в многократной сварке, зачистке и смене электродов для заготовок. Для повышения производительности необходимо обеспечить бесперебойную подачу защитного газа, напряжения и проволоки в сварочный лоток. Для этого используется устройство, состоящее из следующих компонентов
Читайте также. Как использовать магнитную массу? Как использовать массу руками? Как использовать магнитную массу для сварки?
- баллон с редуктором, настроенный на расход 6-10 л в минуту и укомплектованный шлангом подачи газа;
- еврорукав, шланг-кабель длиной 3 м, по которому осуществляется подача тока, проволоки и газа, а также управляющего сигнала;
- горелка с наконечником, кнопкой включения и насадкой под разный диаметр проволоки, снабжённая форсункой для инертного или активного газа.
Самостоятельно изготовить евротрубку довольно сложно. Нужно учитывать, что диаметр используемой проволоки составляет от 0,8 до 1,6 мм, а сварочная трубка должна проходить без каких-либо препятствий. Для этого трубка оснащена пружиной с тефлоновым покрытием, через нее же осуществляется подача газа. Через трубку проходит управляющий сигнал кнопки горелки, а на конце этой трубки обычно находится многоконтактная евророзетка, которая используется для активации и подачи питания на все компоненты.
Сложная конструкция горелки и ее работа при высоких температурах требуют использования огнеупорных сопел с отверстиями для сварочной проволоки различного диаметра. Горелка используется для подачи газа и активации механизма подачи проволоки в сварочное корыто. Она состоит из следующих компонентов:
- ручка с кнопкой управления;
- горелка;
- газовое сопло;
- калиброванный токоподводящий наконечник.
Необходимо следить за надежностью электрических контактов и за тем, чтобы газовые линии были хорошо подсоединены.
Принцип работы
Принцип работы сварочного полуавтомата прост. Он понятен даже новичкам, поэтому вам следует внимательно прочитать эту информацию. Она пригодится вам при сборке самодельного аппарата.
Все начинается с направления горелки в зону сварки. Горелка сочетает в себе два устройства: она одновременно подает защитный газ и проволоку из своего сопла. Количество сварочного газа регулируется вручную, но проволока подается полуавтоматически (отсюда и название «полуавтомат»). По этой причине при сварке используется только одна рука. Та, которая держит горелку.

Как мы уже говорили, газ вводится в зону сварки одновременно с проволокой. В газовой смеси между кончиком проволоки и поверхностью металла создается электрический разряд, который вызывает плавление заготовки и самой проволоки. Расплавленный металл смешивается с расплавленной проволокой. После этого можно формировать сварной шов.
В этом случае проволока незаменима, и без нее сварка невозможна. Газ также необходим для защиты сварочной ванны от кислорода, поступающего извне. Но если нет возможности использовать газ, можно купить специальную проволоку с флюсовым сердечником и сваривать только ею.
Полуавтомат из инвертора
Существует несколько способов превратить инвертор в действующий сварочный полуавтомат. Мы перечислим те, которые нам кажутся наиболее интересными. Вы можете реализовать их в домашних условиях, если обладаете базовыми знаниями в области электротехники.
Способ №1
Чтобы собрать сварочный полуавтомат своими руками, вам понадобится «автомат». Без него вы не сможете собрать сварочный полуавтомат. В качестве «донора» возьмите не самый слабый инвертор для сварки ММА. Он должен быть исправным и способным без проблем выполнять обычные сварочные операции.
Вам нужно будет изменить вольт-амперные характеристики выбранного вами инвертора так, чтобы он мог работать в режиме полуавтоматической сварки. Это можно сделать с помощью ШИМ-контроллера, но это очень трудоемко и не подходит для людей, не знакомых с электротехникой.
Поэтому для создания автоматического сварочного аппарата из инвертора своими руками мы рекомендуем изготовить дроссель. Для этого подойдет дроссель, сделанный из лампы дневного света. А после дросселя нужно получить напряжение для обратной связи. В следующем видео вы можете подробно посмотреть, как это сделать. В видео также есть понятная принципиальная схема.
Способ №2
Второй способ чрезвычайно прост и подходит для тех, у кого есть паяльный преобразователь; более того, в продаже есть преобразователи, которые можно заставить работать, жестко изменив вольт-амперную характеристику; если у вас есть такой преобразователь, не можете не радоваться. Чтобы перевести такую машину на полуавтоматический режим работы, достаточно приобрести внешний источник питания.
Все необходимые кабели и штекеры должны быть в комплекте с машиной. Вам останется только без проблем подключить механизм подачи проволоки к сварочному инвертору, и вы готовы к сварке. В этом случае можно рассматривать механизм подачи проволоки как дополнительное оборудование к инвертору для полуавтоматической сварки. Посмотрите следующее видео, в котором автор рассказывает о своем инверторе, к которому он подключил механизм подачи проволоки.
Способ №3
Последний способ переделки сварочного инвертора в полуавтомат своими руками требует определенных знаний и навыков. В этом случае вам также понадобится инверторный донор. Обратите внимание, что не все аппараты подходят для этого. Вам нужен инвертор со схемой ZX-7. Он должен иметь шунт на выходе и трансформатор тока на «первичной» стороне. Еще лучше, если у вас нет дополнительных функций, таких как горячий старт или дуговой преобразователь.
Вам также потребуется изменить вольт-амперную характеристику и отрегулировать темп тока. Остальные действия зависят от схемотехники вашего инвертора. Поэтому не поленитесь и поищите на различных форумах сообщения о преобразовании вашего инвертора в полуавтомат. Посмотрите видео ниже с испытанием такого импровизированного аппарата.
Вместо заключения
Теперь вы знаете, как переделать сварочный инвертор в полуавтомат в домашних условиях. Такой аппарат является отличной заменой заводскому полуавтомату. Переделка обойдется недорого, и вы сможете развить свои навыки в сборке электрооборудования. Самодельный полуавтомат хорошо переносит грубое хранение и в целом нетребователен к условиям работы. Еще одно преимущество самодельного автомата — это «начинка». Вы точно знаете, из чего он сделан. Поэтому при необходимости вы можете быстро и дешево отремонтировать его.
Однако имейте в виду, что самодельный инверторный сварочный аппарат не всегда решит все ваши проблемы. Мы не рекомендуем переделывать ваш инвертор в полуавтомат, если вы собираетесь использовать его в качестве постоянного рабочего инструмента. Вы должны знать, что самодельный аппарат может оказаться не таким надежным и сложным, как заводской. А если вы выполняете сварку на месте, то рискуете попасть в неловкую ситуацию. Для полупрофессиональной сварки все же лучше приобрести аппарат в мастерской.
Конечно, в этой статье мы не вдавались во многие тонкости сборки самодельного полуавтомата. Но мы рассказали о самых важных из них. Переделать инвертор в полуавтомат можно, но это довольно трудоемко, а самодельный аппарат будет работать несколько хуже заводского. Вы должны понимать это, прежде чем принять правильное решение. Удачи вам в работе!
Что вы думаете об этой статье?