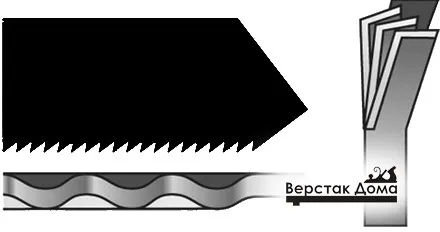
Тонкие листы — толщиной до 4 мм — сваривают без подготовки (обеспыливание не считается, но оно обязательно). В этом случае сваривается только одна сторона. Профили толщиной 4 мм и более могут быть одно- или двухслойными, при этом края должны быть заварены одним из способов, показанных на фото.
Как варить вертикальный шов: описание и рекомендации
Чтобы получить прочные металлические соединения и надежные швы, необходимо хорошо знать технику сварки. Мастер должен детально знать, как сварить вертикальный шов и другие тонкости этого процесса: как правильно подключить и отрегулировать используемый диапазон тока, как выбрать необходимые сварочные материалы. Вышеупомянутые навыки помогают создавать прочные и эстетичные металлические соединения, которые прослужат долгие годы.
Необходимым условием качественного вертикального шва является толщина свариваемых элементов и правильная техника соединения, используемая в конструкции. Для каждого типа металлических конструкций существуют свои методы сварки.
Перед изучением методов следует ознакомиться с распространенной проблемой — горячими трещинами; не зная, как их устранить, бывает трудно сделать правильный вертикальный шов.

Стыковочные узлы
Метод, при котором элементы свариваются вместе с торцевыми частями. Этот тип используется для соединения различных металлических труб, деталей кузова автомобиля, проката и изделий в машиностроении. Этот метод подходит для деталей различной толщины, в том числе из всех сплавов.
Она требует меньше присадочного материала и энергии. Она не увеличивает вес конструкции. В результате получается гладкое и герметичное соединение.
Тавровое пересечение
Лицевая сторона одной металлической детали приваривается под углом до 30° к боковой стороне второй детали. Она также используется для металлических конструкций, в которых детали соединяются под прямым углом в форме буквы «Т». Балки из листового металла, барьеры, облицовка и сварные рамы стальных конструкций — места, где также используется это соединение.
К преимуществам относится соединение стальных конструкций в труднодоступных местах с возможностью сварки с обеих сторон. Конструкция характеризуется высокими нагрузками.
Сварка внахлест
Сварка используется, когда металлические детали расположены рядом и параллельно. Накладка устраняет все неточности и упрощает работу. Такие накладки не сложны в изготовлении и увлекательны даже для начинающих сварщиков.
Накладка не имеет основных размеров и параметров и не допускает потери качества. Она прочна на разрыв и недорога в производстве.
Угловая (торцовая) стыковка
Это техника, при которой кромки одной детали соединяются с кромкой другой детали под углом 30° и более. Эта техника требует серьезного подхода, теоретических знаний и многолетнего опыта. Угловые соединения выполняются в различных плоскостях и положениях, как горизонтальных, так и перпендикулярных им. Например, продольные швы используются для соединения вертикально расположенных тавровых балок. Угловые соединения используются в строительстве, сборке конструкций и мебели. Они используются для изготовления рам и резервуаров.
Неправильно выполненная сварка может привести к таким дефектам, как прожоги, трещины, подрезы, недорезы и нахлесты.
Классификация сварочных соединений
Сварное соединение — это сплошной шов, соединяющий металлические изделия вместе с помощью сварочных операций. Его называют соединением двух или более компонентов. Оно образуется в результате кристаллизации или деформации материала под воздействием тепла или давления. Резка по длине и сварка образуют единый технологический процесс.
Для создания прочного металлического соединения необходимы предварительные процессы. Конструкции очищаются, зачищаются или обрабатываются напильником до тех пор, пока не будут удалены все загрязнения и остатки ржавчины. Это гарантирует, что сварной шов образует прочное соединение.
Сварные швы классифицируются в зависимости от типа соединения, в котором они используются, и типа металлического сплава. Важными факторами являются технические требования к надежности (положение, скорость и ширина выхода).
- однослойные или многослойные проходы;
- выпуклой и ровной формы;
- прерывающиеся и сплошные состыковки.
Важно определить, как должны располагаться сварные швы в полевых условиях. Швы могут быть снизу или сверху (накладные). По осевым свойствам они делятся на боковые, поперечные и продольные швы в сборных проектах.
Особенности вертикальных швов
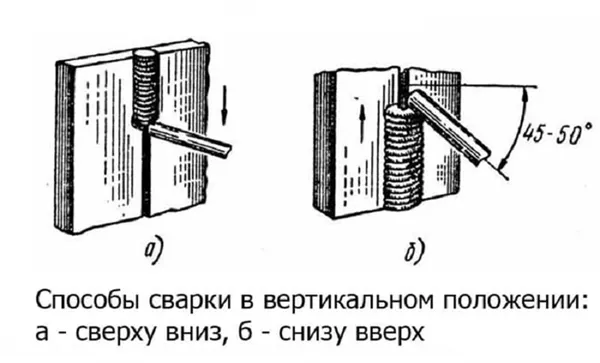
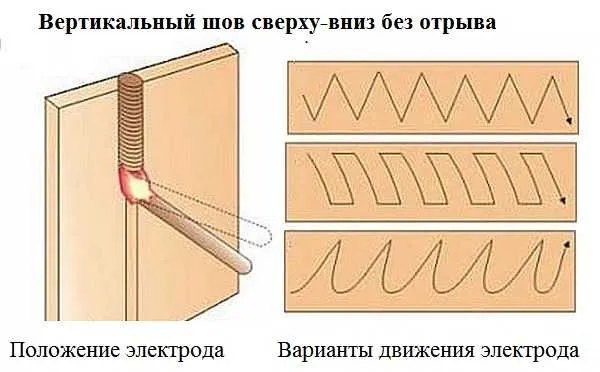
Вертикальные сварные швы выполняются снизу вверх. Сварщик перемещает электрод определенным образом в зависимости от используемой технологии. При вертикальной сварке процесс выполняется полукругом, елочкой или зигзагом. При горизонтальной сварке процесс осуществляется в несколько проходов в последующей точке сборки с нижнего уровня заготовки вверх
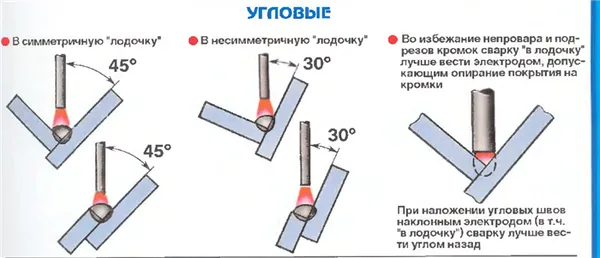
На нижнем уровне сварка выполняется с торцевыми частями или по другому угловому методу. Прочность придается при выравнивании под углом 45 градусов, «лодочкой», симметрично или асимметрично (применяется для труднодоступных мест).
Сварные швы в верхней зоне являются наиболее трудоемкими. Сложность возникает из-за текучести расплавленной массы, уходящей от рабочей зоны. В этом случае используются низкие дуги, а сила тока снижается до 20 %.
Сила тока и скорость перемещения дуги влияют на конечный результат сборки. Использование высокой силы тока приведет к большему нагреву компонентов, что может увеличить скорость перемещения электрода. Соблюдение правильного соотношения между силой тока и скоростью позволяет получить ровный сварной шов без дефектов.
| Диаметр проводника, мм | Сечение деталей, мм | Показатель тока, А |
| 1,6 | 1-2 | 35-50 |
| 2 | 2-3 | 45-80 |
| 2,5 | 3-4 | 65-100 |
| 3 | 4-5 | 85-150 |
| 4 | 5-6 | 125-200 |
О правильном выборе тока и диаметра электрода вы можете прочитать здесь.
Выберите соответствующий градиент проводимости тока в зависимости от пространственного положения сварного шва. Для горизонтальных и вертикальных швов, а также для неподвижных соединений труб дугу необходимо направлять под углом. Косые и торцевые срезы свариваются электродом под углом к задней части. Прямой угол часто используется для труднодоступных сварных швов. Оба метода позволяют сварщику выполнять сварку в различных производственных условиях. Знание правильного метода сварки помогает достичь желаемого результата.
При выполнении продольных сварных швов качество швов зависит от соблюдения всех этапов процесса. Освоение процесса получения вертикального шва с помощью дуговой сварки является серьезным препятствием. Это объясняется точным физическим законом гравитации. Она тянет жидкую массу расплавленного металла вниз. Знание того, какие электроды лучше всего подходят для сварки, может облегчить процесс.
Перед сваркой вертикального шва с использованием процесса дуговой сварки или любого другого процесса необходимо правильно подготовить свариваемые детали. Первоначальная обработка является важной частью процесса. После очистки металлических деталей их фиксируют в специальном положении, устанавливая небольшие поперечные зажимы. Они предотвращают перемещение деталей.
Принцип формирования узлов вдоль вертикальных осей заключается в том, что AC используется только для техники перемещения снизу вверх. Сварочная ванна заполняется расплавленной массой, создавая изогнутый вал. Таким образом, заполняется комбинированный кратер. А дуговой метод ускоряет процесс застывания расплавленной массы. В результате образуются мелкие капли и укорачивается дуга.
Особенности вертикальной сварки
Вертикальная сварка характеризуется рядом особенностей. К ним относятся следующие моменты:
- При тепловом воздействии на сплав образуются капли, которые стремятся скатится вниз. Этот естественный процесс создает довольно много трудностей, так как раскаленные капли не позволяют оказывать качественное воздействие на обрабатываемую зону.
- Рекомендуется делать вертикальные швы более короткой дугой, за счет чего действие сил поверхностного натяжения упрощает переход электрода в кратер шва.
- Для того чтобы дать капле затвердеть во время проведения сварки нужно отводить стержень в сторону. Отсутствие источника тепла приводит к тому, что металл быстро кристаллизуется.
- В верхней зоне, как правило, металл плавится быстрее. При этом процесс кристаллизации ускоряется в зоне стыков и соединения.
- Важно правильно выбирать показатель силы тока. Как правило, он выбирается из более низкого диапазона, нежели при проведении обычных сварочных работ.
- Есть возможность использовать точечную технологию, которая обеспечивает относительно низкое крепление двух элементов.

Вертикальная сварка достаточно сложна для неопытных мастеров, но выполняется очень часто. Это связано с тем, что электродом заваривается большое количество дефектов и создаются ответственные, а также несущие конструкции.
При использовании данного метода сварки важно соблюдать все правила и рекомендации, иначе вертикальный шов будет некачественным
Как варить вертикальный шов?
Существует целый свод правил, соблюдение которых может улучшить качество сварного шва. Трудно исключить возможность капания горячего металла.
Наиболее важными являются следующие рекомендации:
- Электрическая дуга должна быть исключительно короткой. Длинная может привести к расплыванию сплава, так как он стекает под воздействием силы притяжения.
- На момент поджога рабочая часть размещается исключительно перпендикулярно обрабатываемой поверхности. При этом важно, чтобы он располагался перпендикулярно обоим обрабатываемым поверхностям, за счет чего и обеспечивается высокое качество обработки.
- При работе рекомендуется наклонять электрод немного вниз. За счет выдерживания острого угла можно обеспечить задержку раскаленного металла, не давая ему стекать вниз.
- В некоторых случаях исключить вероятность стекания металла невозможно. Тогда рекомендуется увеличить показатель силы тока и ускорить перемещение рабочей части. Однако, при увеличении этого показателя нужно быть осторожным, так как это приводит к увеличению дуги. Кроме этого, рекомендуется увеличить ширину шва, перемещая инструмент со стороны в сторону.
Описанную выше методику гораздо проще соблюдать, чем подход «снизу вверх».
Вертикальный шов полуавтоматом
Качество сварного шва влияет на прочность конструкции и несущую способность. Кроме того, в некоторых случаях важно сохранить привлекательный эстетический вид. Выполнение вертикального сварного шва является самой большой проблемой, поскольку металл выходит из тазика. Часто задаваемый вопрос — как сварить вертикальный шов. Среди особенностей можно выделить следующие моменты:
- Проводится подготовка материала в зависимости от того, какие именно работы будут проводится. Учитывается толщина материала и степень обрабатываемости.
- Выбирается короткая дуга со средним показателем рабочего тока.
- Стержень со специальной обмазкой располагается под углом 80 градусов относительно обрабатываемой поверхности.
- Создавая вертикальный шов рекомендуется манипулировать стержнем по всей ширине формируемого валика.

Хорошего вертикального сварного шва можно добиться, если дуга отрывается от поверхности. Этот метод больше подходит для новичков, так как его легче выполнять. Это связано с тем, что металл успевает остыть в момент отрыва дуги. Однако есть и существенный недостаток — производительность ниже. Вот некоторые особенности этого метода, связанные с зачисткой прутка:
- При сварке наконечник можно опирать на полочку сварного кратера.
- Схема движения рабочей части из сторону в сторону, за счет чего охватывается весь вертикальный шов. Кроме этого, можно применять схему петель или короткого валика при движении рабочей части сверху вниз.
- Устанавливаемая сила тока во многом определяет форму шва и его основные параметры. В общем случае рекомендуется снизить показатель на 5 А от обычного значения для конкретной толщины сплава
Следует помнить, что почти во всех случаях основные параметры выполняемой работы выбираются опытным путем. Поэтому навыки сварщика имеют решающее значение для качества соединения и его надежности.
Как варить вертикальный шов
Самым простым и удобным положением для сварки является нижнее положение. Она является отправной точкой для освоения этой техники. По мере роста мастерства и уверенности сварщик переходит к горизонтальным, вертикальным и верхним швам. Обратите внимание на различные способы выполнения этих задач.

Классификация сварных соединений
Основным признаком, по которому классифицируются сварные швы, является их пространственное положение. В то же время они делятся на следующие типы:
Для того чтобы понять, как сваривать вертикальный шов, необходимо ознакомиться с особенностями этого шва. Главной особенностью является постоянное стремление расплавленного металла течь вниз. Расплавленная ванна сварного шва стремится вниз под действием силы тяжести. Эту тенденцию можно остановить, увеличив вязкость. Для увеличения вязкости расплава его температура должна быть снижена до определенного значения.
Однако при низкой температуре плавление и соединение деталей не происходит. На этом этапе проявляются основные характеристики вертикальных сварных швов. При сварке вертикальных швов методом ММА плавление происходит через короткие контакты на электроде и затем удаляется. Во время этого отвода снижается потребление энергии в зоне сварки и ускоряется кристаллизация металла. Кристаллизованный металл образует основу, на которую помещается следующая порция расплавленного металла.
Технология сварки вертикальных швов
Как упоминалось ранее, ускоренная кристаллизация металла необходима для удержания расплавленного металла на вертикальной поверхности. Этот эффект достигается путем поддержания короткой длины дуги. В идеале длина дуги должна составлять половину диаметра электрода. Однако такая «ювелирная» работа требует очень хорошо подготовленных сварщиков.
В реальности можно говорить о расстоянии, равном диаметру электрода. Вертикальные швы обычно свариваются электродом диаметром 3 мм. Это также является длиной дуги. Лучшее направление сварки для вертикального шва, как правило, снизу вверх. Таким образом, сварочная ванна остается на месте, а металл застывает снизу.
Два хорошо закрепленных листа свариваются между собой короткими швами, чтобы они не смещались во время сварки и частично предотвращалась деформация. Электрод должен быть направлен вверх под углом не менее 45 градусов. При большем угле (ближе к вертикали) между электродом и свариваемым металлом увеличивается вероятность прожога металла шва.
Для обеспечения наиболее надежного процесса сварки сварочный ток снижают на 10-20% по сравнению с аналогичными условиями в нижнем положении. Скорость сварки поддерживается на низком уровне, а размер сварочной ванны постоянно контролируется, чтобы она не превышала определенного размера.
Сварка пластин толщиной 4 мм и более выполняется поперечными движениями электрода. Эта техника оказывает значительное влияние на прочность сварного шва. Поперечные движения выполняются по определенным схемам, наиболее распространенной из которых является схема «елочка».
Процесс плавления металла электрической дугой
Чтобы лучше понять образование вертикального сварного шва, полезно рассмотреть физическую сущность и свойства плавления металла электрической дугой, зажигаемой при определенных условиях в зазоре между электродом и свариваемым изделием.
При касании электродом поверхности металла, к которому подключена сварочная проволока другой полярности, цепь замыкается, что является одним из условий протекания тока. Вторым условием является электродвижущая сила, обеспечиваемая источником питания: Сварочный трансформатор, выпрямитель или инвертор.
Технология
Перед тем как правильно сварить вертикальное соединение, необходимо подготовить заготовку. Для этого ее необходимо очистить от грязи, а затем отшлифовать. Важно, чтобы на металле не осталось остатков масла, краски или ржавчины. Когда подготовка завершена, можно переходить к следующему шагу: выбору метода сварки. Для вертикальной сварки лучше всего подойдет инверторный сварочный аппарат, а метод движения — снизу вверх или сверху вниз. Наконечник электрода должен быть направлен в определенном направлении в зависимости от ширины будущего сварного шва. Для широкого шва направление должно быть полукругом, кругом, каплей или петлей. Электрод должен двигаться слева направо, а швы должны накладываться друг на друга.
При сшивании узкого шва рекомендуется сшивать небольшие участки вверх. Начало каждого следующего участка должно находиться в середине предыдущего. Для больших швов рекомендуется использовать технику «лесенка», для маленьких — «треугольник» или «елочка». Электрод следует прижимать с некоторым усилием к соединяемым поверхностям. Опытным сварщикам рекомендуется запомнить цифру «22» при каждом нажатии на стержень. Это идеальное время для контакта электрода с металлическим листом.
Однако, если лист толще, «двадцать два» следует произносить медленнее, а если лист тонкий — быстрее.
Для получения качественного сварного шва необходимо правильно установить силу тока. Если сила тока слишком мала, сварной шов будет неэстетичным, а если сила тока слишком велика, металл может прогореть. Рекомендуется устанавливать ток в 30 ампер на миллиметр электрода. Еще один важный момент — держать электрод под углом 45-90 градусов по отношению к рабочей плоскости. Тогда шов вертикальной сварки будет выглядеть следующим образом.
- Внизу делается нахлест подготовленных поверхностей металла.
- Начинать процесс соединения надо не на месте нахлеста, а выше. Это позволит при ошибке избавиться от лишних исправлений.
- Включить сварочный аппарат и делать нажимы. Не забывать проговаривать про себя цифру «22».
- После того как все швы сделаны, необходимо провести зачистку поверхностей с внутренней и наружной сторон от шлака, который образовался.
- Если есть необходимость, то сварить металлические изделия с обратной стороны.
В следующем видеоролике вы найдете информацию об угле наклона электрода при сварке вертикального шва.
Как варить вертикальный шов
Приступая к сварке, ознакомьтесь с последовательностью каждого необходимого шага:
- сделать внизу нахлест приготавливаемых поверхностей;
- начинать всегда следует не с заготовленного нахлеста, а немного выше. Таким образом, не придется все исправлять при допущении ошибки;
- варить при этом лучше всего без отрывания дуги;
- включив аппарат, после каждого нажима проговаривать про себя 22 и приступать к изготовлению нового шва;
- после окончания, очистить снаружи и изнутри поверхность от образовавшегося шлака и, при необходимости, приступать аналогичным образом сваривать обратную сторону.
Это руководство поможет вам научиться вертикальной сварке, даже если у вас нет опыта сварки. Немного практики — и вы сможете выполнять сварку на профессиональном уровне.
Как варить шов
Сварка в нижнем положении не должна быть проблемой даже для новичка. Однако все остальные позиции требуют знания техники. Для каждого положения существуют свои рекомендации. Техника сварки для каждого вида сварки объясняется ниже.
Сварка вертикальных швов
При сварке деталей в вертикальном положении расплавленный металл скатывается вниз под действием силы тяжести. Используется дуга меньшего размера (кончик электрода находится ближе к сварочной ванне), чтобы избежать разделения капель. Если электроды позволяют (не прилипают), некоторые мастера поддерживают себя на заготовке.
Подготовка металла (разделка кромок) производится в зависимости от типа соединения и толщины свариваемых деталей. Затем их зажимают и соединяют с интервалом в несколько сантиметров небольшими поперечными сварными швами, называемыми заклепочными швами. Эти сварные швы предотвращают смещение деталей.
Вертикальный шов можно сваривать сверху вниз или снизу вверх. Проще сваривать снизу вверх, так как дуга толкает шов вверх и не дает ему двигаться вниз. Это облегчает получение качественного сварного шва.
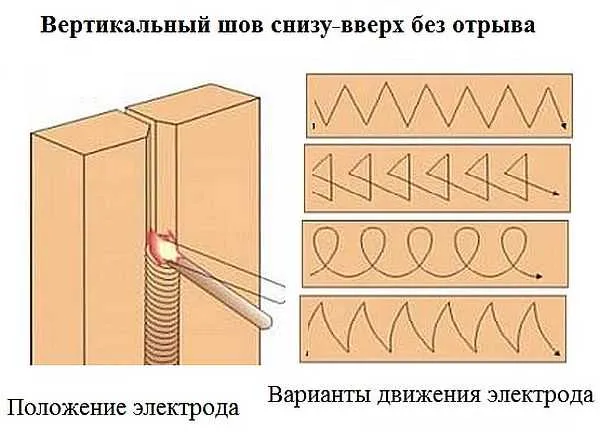
В этом видеоролике показано, как выполнять вертикальную сварку, при которой электрод движется снизу вверх, не отрываясь. Также демонстрируется техника короткой прокатки. В этом случае электрод перемещается только вверх и вниз, без горизонтального перемещения, и сварной шов получается почти плоским.
Соединение деталей в вертикальном положении можно выполнить с помощью расслаивающейся дуги. Это может быть проще для начинающих сварщиков: металл успевает остыть во время процесса расслаивания. При таком методе можно даже расположить электрод напротив края кратера шва. Это проще. Схема движения почти такая же, как и без отрыва: из стороны в сторону, петлями или «коротким валиком» — вверх-вниз.
Чтобы узнать, как сваривать вертикальный шов с отрывом, посмотрите следующее видео. В этом видео также показано, как сила тока влияет на форму шва. В целом, сила тока должна быть на 5-10 А ниже рекомендуемой для данного типа электрода и толщины металла. Однако, как показано в видео, это не всегда так и определяется экспериментально.
Иногда вертикальный шов сваривается сверху вниз. В этом случае при зажигании дуги электрод необходимо держать перпендикулярно свариваемым поверхностям. После зажигания в этом положении металл нагревают, затем электрод опускают и сваривают в этом положении. Сварка вертикального шва сверху вниз не очень удобна и требует хорошего контроля сварочной ванны, но и таким способом можно добиться хороших результатов.
Как варить горизонтальный шов
Горизонтальный шов можно сваривать справа налево или слева направо в вертикальной плоскости. Разницы нет, все зависит от того, что удобнее. Как и при вертикальной сварке, резервуар наклоняется вниз. По этой причине угол наклона электрода достаточно велик. Он выбирается в зависимости от параметров скорости и силы тока. Главное, чтобы бак оставался на месте.
Зачистка сварных швов
После сварки на поверхности металла остаются брызги, капли металла и шлак. Сам сварной шов обычно вздувается и выступает над поверхностью. Все эти дефекты можно устранить путем зачистки.
Зачистка швов после сварки выполняется в несколько этапов. На первом этапе поверхность очищается от солей и шлака с помощью зубила и молотка. На втором этапе сварной шов сравнивается, если это необходимо. Для этого необходима шлифовальная машина с металлическим шлифовальным кругом. В зависимости от того, насколько гладкой должна быть поверхность, используется различная зернистость.
Дефекты сварных швов
Начинающие сварщики часто допускают ошибки при выполнении швов, которые приводят к дефектам. Некоторые из этих ошибок являются критическими, другие — нет. В любом случае важно распознать ошибку, чтобы ее можно было исправить. Наиболее распространенными ошибками для начинающих являются неравномерная ширина шва и неравномерное заполнение. Это происходит из-за неравномерного движения кончика электрода, изменения скорости и ширины движения. С опытом эти ошибки становятся менее заметными и через некоторое время исчезают совсем.
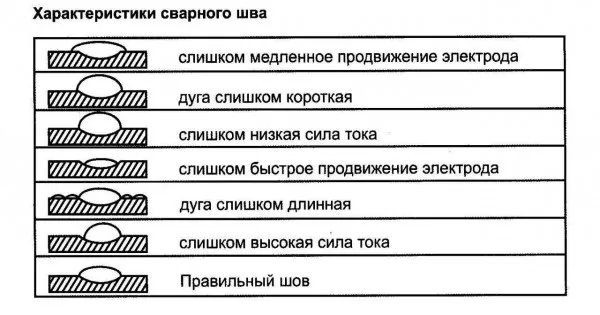
Другие ошибки — в выборе силы тока и размера дуги — можно определить по форме сварного шва. Их трудно описать словами, но легче спроектировать. На фотографии ниже показаны основные дефекты формы — подрезы и неравномерное заполнение — и причины их возникновения.
Непровар
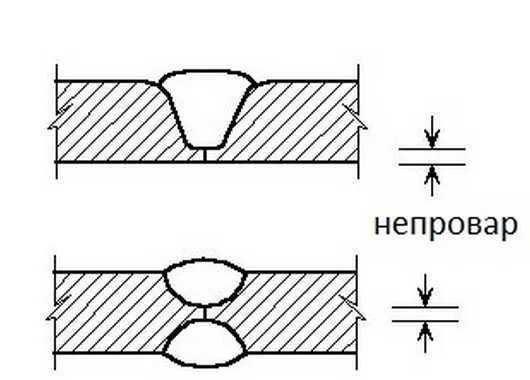
Эта ошибка заключается в неполном заполнении шва между компонентами. Эта ошибка должна быть исправлена, так как она влияет на прочность соединения. Основные причины: Ошибка уплотнения — самая большая из возможных причин:
- недостаточный сварочный ток;
- высокая скорость движения;
- недостаточная подготовка кромок (при сварке толстых металлов).
Она устраняется путем корректировки тока и уменьшения длины дуги. Этот эффект устраняется путем корректировки тока и уменьшения длины дуги.
Подрез
Этот дефект представляет собой канавку вдоль сварного шва в металле. Обычно он возникает при слишком длинной дуге. Сварной шов становится широким, а температура дуги недостаточна для нагрева. Металл на краях быстро застывает и образует эти канавки. Это «лечится» меньшей дугой или увеличением силы тока.
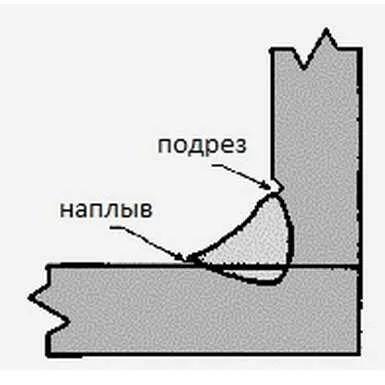
При угловой или Т-образной сварке подрезы возникают из-за того, что электрод больше выровнен с вертикальной плоскостью. Затем металл стекает вниз, и снова образуется канавка, но уже по другой причине: из-за чрезмерного нагрева в вертикальной части шва. Его можно устранить путем снижения силы тока и/или уменьшения дуги.
Прожог
Это сквозное отверстие в сварном шве. Основные причины: Сварка — одна из основных причин, которая может привести к этому:

- чересчур большой ток сварки;
- недостаточная скорость движения;
- слишком большой зазор между кромками.
Средства устранения очевидны: постарайтесь найти оптимальный метод сварки и скорость электрода.
Поры и наплывы
Поры выглядят как маленькие отверстия, которые могут быть сконцентрированы в цепочку или разбросаны по всему сварному шву. Они являются недопустимым дефектом, так как значительно снижают прочность соединения.
- при недостаточной защите сварной ванны чрезмерном количестве защитных газов (электроды низкого качества);
- сквозняке в зоне сварки, который отклоняет защитные газы и кислород попадает к расплавленному металлу;
- при наличии загрязнений и ржавчины на металле;
- недостаточной разделке кромок.
Виды соединений
Вертикальные сварные швы используются, например, в следующих соединениях:
- Нахлёсточные;
- Стыковые (встык);
- тавровые;
- угловые.
Встык
Вертикальные кромочные сварные швы чаще всего используются для труб, пластин и поперечных конструкций. Они бывают однослойными или многослойными, односторонними или двусторонними с подкладным слоем или без него. Наиболее распространенным торцевым сварным швом является двусторонний V-образный шов без подкладки с 17.
Сварка резанием при толщине до 3,5-4 мм обычно выполняется без колебательных движений и без зачистки кромок за один проход. При толщине более 4 мм кромки обрезаются, и процесс выполняется с колебательными движениями электрода.
Внахлест
Анкерная сварка используется для сварки деталей из листового металла, а также для сварки деталей и форм. Наиболее распространенным является процесс Н1 по ГОСТ 5264. Накладные крепежные детали могут иметь толщину до 60 мм по вышеупомянутому ГОСТу. Процесс сварки осуществляется Z-образными маятниковыми движениями снизу вверх.
Как сваривать вертикальный шов при тавровом или угловом соединении
Вертикальные герметичные швы и Т-образные швы сваривают снизу вверх колебательными движениями электрода в форме треугольника с задержкой на каждом из краев и в середине.
Контроль длины электрической дуги
При сварке вертикальных швов очень важно контролировать длину дуги. Увеличение длины дуги приводит к многочисленным ошибкам, таким как:
- наплывы;
- подрезы;
- кратеры;
- поры;
- брызги;
- неравномерность шва;
- прожоги металла.
Начинающие сварщики должны быть обучены поддерживать постоянную длину дуги, особенно во время перемещения электрода.
Различают следующие длины дуги:
- Короткая дуга (которой 0,5 – 1 диаметр электрода, но не более 1,5-2,0 мм).
- Нормальная дуга – 2,0-3,0 мм.
- Длинная дуга – более 3,5 мм.
Это короткая длина дуги, рекомендуемая для ручной дуговой сварки. Допускается также использование стандартной длины дуги.
Таблицы режимов сварки
Для наиболее часто используемых электродов E50 (для группы материалов M01 — углеродистые и низколегированные «черные» стали) применяются следующие процедуры сварки вертикальных швов.
После завершения всех сварочных работ сварочный шов должен быть зачищен не менее чем на 50 мм с обеих сторон.

Зачистка производится с помощью шлифовального инструмента, металлических щеток или наждачной бумаги. Шлак и металлические пятна на поверхности сварного шва должны быть удалены.
Если сварной шов будет подвергаться ультразвуковому или рентгеновскому контролю, шероховатость поверхности Rz не должна превышать 40.