Процесс MIG/MAG характеризуется жесткой вольт-амперной характеристикой. Несмотря на высокую скорость осаждения и большую глубину проплавления, импульсная технология более функциональна с точки зрения количества доступных позиций. Кроме того, высокое тепловыделение сопряжено с высоким риском перфорации.
Различия MMA, MIG/MAG и TIG сварки: преимущества и недостатки
Сварка — это сложный технологический процесс создания неразрывного соединения между металлическими компонентами. Атомная связь создается путем нагрева и пластической деформации кромок соединяемых металлических деталей. Наиболее распространенными процессами сварки являются MMA, MIG/MAG и TIG. В этой статье мы расскажем о том, что представляет собой каждый процесс и в чем их различия.
Вам необходимо знать, как латинские аббревиатуры обозначают определенные типы основных технологий сварки.
Эти три аббревиатуры таковы:
- Manual Metal ARC (MMA) означает, что ручная сварка осуществляется с помощью отдельных электродов. В Российской Федерации этот метод знают, как ручная дуговая сварка (РДС);
- Metal Inert/Active Gas (MIG/MAG). Рабочий процесс осуществляется расплавленным концом подвижного металлического шнура в окружении специального газа. В России такой способ называют дуговой сваркой полуавтоматом;
- Tungsten Inert Gas (TIG). Аргонодуговая сварка осуществляется с помощью трудноплавкого электрода в виде вольфрамового прутка в потоке инертного защитного газа.

Характеристики
В этой главе представлены характеристики вышеперечисленных сварочных процессов, их преимущества и недостатки.
MMA
Это самый простой процесс ручной дуговой сварки и является отправной точкой для обучения профессии сварщика. Разница в процессе заключается в том, что сварка производится отдельными металлическими стержнями. Они, сплавляясь вместе, образуют монолитный сварной шов, который соединяет металлические детали вместе. Между электродом и изделием на расстоянии нескольких миллиметров зажигается дуга, основная цель которой — расплавить края изделия и покрытого электрода.
В процессе сварки металл шва кристаллизуется в проваренных областях, так что образуется сварной шов. Эта техника имеет свои преимущества и недостатки.
Преимущества
Преимущества ручной дуговой сварки MMA заключаются в следующем:
- лёгкий старт для ученика;
- небольшие габариты инвертора дают возможность сваривать детали в любом положении, также в труднодоступных местах и на высоте;
- возможность работы на открытом пространстве независимо от состояния погоды;
- простые сварочные инверторы можно приобрести по невысокой цене.
Недостатки
Процесс MMA имеет свои преимущества, а также некоторые недостатки:
- данный метод не годится для сваривания заготовок из алюминия и цветных металлов;
- невысокая производительность не сравнима со сваркой полуавтоматом;
- очистка поверхности сварных швов от шлака и окалины отнимает много времени.
Несмотря на указанные недостатки, непостоянное использование сварочного аппарата (инвертора) и низкие характеристики производительности не являются основными критериями данного процесса. При выполнении различных сварочных работ на строительной площадке инвертор ММА незаменим как мобильное устройство, обеспечивающее надежность и долговечность получаемых сварных швов за счет простоты использования.
MIG/MAG
Полуавтоматическая сварка MIG/MAG — это высокопроизводительный и передовой сварочный процесс. Сегодня вряд ли найдется отрасль, в которой не используется эта технология сварки. Благодаря своим характеристикам сварочные аппараты MIG/MAG стали очень популярны среди малых предприятий и небольших мастерских. Например, восстановление кузовов автомобилей практически невозможно без них.
Существует несколько типов полуавтоматов с различными характеристиками: от эргономичных и надежных аппаратов, позволяющих быстро выполнить работу дома или на строительной площадке, до высокотехнологичных аппаратов с управлением энергией и мощных 3-фазных аппаратов для серийного производства сварных швов.
Основной принцип работы этих преобразователей основан на принципе «бесконечного» электрода. Он представляет собой движущуюся проволоку. Она подается в рабочую зону при вращении катушки через отверстие горелки. Проволока диаметром от 0,8 до 3 мм обеспечивает чистое, безопасное и эстетически безупречное ровное соединение металлических заготовок в виде тонкого сварного шва.

Какой инвертор лучше выбрать?
Ручной сварочный аппарат MMA — это правильный выбор, если пользователь только учится сваривать изредка для домашнего использования и в труднодоступных местах, где требуется мобильность, а рабочим материалом является углеродистая, низколегированная и другие виды стали.
Если вам необходимо использовать аппарат довольно часто и длительное время, а мобильность не имеет большого значения, то полуавтоматический сварочный аппарат MIG/MAG будет правильным выбором. Если вам не нужна высокая рабочая скорость, но вы предъявляете высокие требования к качеству и точности швейных работ, а обрабатываемый материал — это алюминий и цветные сплавы, то вам следует остановить свой выбор на TIG-преобразователе.
Что это такое?
Следует отметить, что сварка MIG/MAG в полуавтоматическом режиме доступна любому начинающему сварщику. А если профессионал знает, как это делается, то он может сварить таким способом практически любой металл. Даже толщина и сложность изделия имеют второстепенное значение. Если говорить о технической сути процесса, то термин MIG означает плавление металла в окружении защитного газа. Это устраняет почти все нежелательные реакции внутри расплавленного металла.
Могут использоваться аргон, гелий и реже другие химически стабильные газы (обычно или при определенных условиях). Для сварки может использоваться MIG:
- сталь большинства марок;
- магний;
- чистый и содержащийся в сплавах алюминий;
- титан;
- соединения никеля.
Вместо плавящегося электрода используется алюминиевая, стальная или другая проволока. Она предварительно наматывается на барабан и затем автоматически перемещается. Скорость подачи проволоки определяется ее сечением, напряжением и силой тока. Сварщику нужно только вставить горелку в свариваемую зону и нажать кнопку. Как только зажигается дуга, двигатель начинает приводить в движение механизм подачи проволоки.
Различия в процессе MAG-сварки значительны. При этом типе используется не защитный газ, а углекислый газ. Он подходит для стали. Другие материалы не могут быть эффективно сварены таким способом.
Однако низкая цена углекислого газа по сравнению с аргоном и гелием является привлекательной.
Такое решение, как MIG/MAG, предназначено для эффективной работы как с защитным газом, так и с углекислым газом. Можно будет использовать широкий диапазон вариантов тока. Можно использовать сварочную проволоку любого диаметра, что расширяет возможности пользователя. В большинстве случаев используется проволока от 0,5 до 4 мм, в зависимости от толщины свариваемого материала и его свойств.
Полуавтоматическая сварка под защитным газом:
- гарантирует большую производительность, чем использование штучных электродов;
- позволяет тратить меньше времени на зачистку швов;
- совершенно исключает засорение обрабатываемого участка кислородом.
Расходные материалы
Проволоки выбираются в зависимости от конкретного материала. Мнение о том, что они отличаются только цветом, ошибочно. Основное различие заключается в толщине. Критерий выбора очень прост: чем толще металл, тем толще должна быть проволока. Однако следует учитывать общие возможности полуавтоматов. Некоторые модификации рассчитаны на сечение проволоки 0,6-0,8 мм. У других верхний диаметр проволоки составляет 1 мм. Внедрение резака со слишком большим сечением невозможно. Да и одной силы тока тоже недостаточно. Наконец, следует обратить внимание на состав проволоки; если он неизвестен, расходный материал использовать нельзя.
Одножильная проволока изготавливается из меди, стали или алюминия. В некоторых случаях используются также сплавы этих металлов. Омедненные изделия используются для стали, которая не содержит или содержит незначительное количество легирующих добавок.
Эти проволоки горят равномерно и практически не разбрызгиваются. Сварной шов эффективно защищен от истирания и коррозии.
Алюминиевая проволока используется для сварки цветных металлов и их сплавов. Этот раствор отлично подходит для сварки изделий, контактирующих с пищевыми жидкостями и соленой водой. Filldr aht содержит от 15 до 40 % порошка во внутренней полости. Роль такой добавки та же, что и у электродного покрытия: повышение стабильности дуги, маскировка от кислорода и легирование сварных швов.
Особо следует отметить активированную проволоку, которая содержит от 5 до 7% присадок. В состав активированной проволоки добавляются различные соли металлов и оксиды. Кроме того, используются шлакообразующие компоненты. Это делает сварной шов чище, а брызги металла меньше. Такие стержни очень прочные и практически никогда не ломаются. Они используются для сварки металлов в среде углекислого газа.
При выборе сварочного прутка необходимо учитывать следующее:
- точку плавления (она должна быть не выше точки плавления соединяемого металла);
- спокойный характер плавления (за счет близости состава присадки к составу обрабатываемого металла);
- чистоту;
- концентрацию вредных примесей (чем меньше, тем лучше).
В дополнение к сварочному пистолету обязательно нужны контактные наконечники. Они крепятся к горелке, чтобы направлять проволоку непосредственно в металлический цех. Выбор этих насадок зависит от сварочного присадочного материала и внешнего сечения используемых стержней. Следует также обратить внимание на соединительные зажимы. Без них крайне сложно монтировать токоприемники.
Жгут проводов в определенной степени можно считать расходным материалом. Если вы не можете снять и постоянно носить обычную сварочную маску, лучше выбрать маску типа «Хамелеон». Благодаря специальному, автоматически регулируемому фильтру можно переходить от режима сварки к режиму шлифовки (с хорошей видимостью) и обратно. Фильтрующий элемент в течение миллисекунд реагирует на возникновение сварочной дуги. Также полезны термостойкие защитные ботинки.
Оборудование
Сварочная горелка также играет важную роль. Через нее подается поверхностный изолирующий газ и проволока. Процесс может координироваться с помощью кнопки. Часто пистолет входит в базовую комплектацию сварочного полуавтомата. При покупке сварочного пистолета следует учитывать интенсивность использования. Стоимость этих изделий может быть разной.
При выборе следует проявлять осторожность:
- подходящему сечению проволоки;
- допустимой силе тока;
- варианту охлаждения (чаще всего встречается отвод тепла воздухом, а водяные аппараты подойдут для интенсивной работы);
- исполнению разъема (европейский или «байонет»);
- величине шлейфа.
Сменные сопла обеспечивают четкий поток газа. Узкие сопла отлично подходят для сварки металлов в труднодоступных местах. Широкие изделия более универсальны и подходят для большинства применений. Что касается «сопел» или «горлышек», то это неофициальные названия мундштуков. Эти насадки помогают удобнее держать пистолет и избежать чрезмерного наклона пистолета.
Ролики подачи проволоки также заслуживают внимания. Они одинаково эффективно используются как со встроенными, так и с удаленными решениями. При высоком сварочном напряжении ролики постепенно изнашиваются. Материал проскальзывает, поэтому рывки и замедления неизбежны.
При изменении диаметра проволоки необходимо изменять контактное давление подающих роликов.
Преимущества работы «непрерывным электродом»
Неоспоримым преимуществом процесса MIG/MAG является его высокая производительность, чему способствует ряд особенностей:
- высокая скорость плавления присадочной проволоки-электрода из-за более высокой плотности протекающего через нее сварочного тока;
- хорошая видимость сварочной зоны при работе во всех положениях;
- возможность создания длинных непрерывных соединений;
- стабильность расстояния между электродом и поверхностью изделия;
- возможность соединения разных видов металлов и различных толщин заготовок;
- автоматическое регулирование подачи проволоки в зависимости от параметров дуги;
- относительная простота процесса.
Устройства для полуавтоматической сварки
Эти машины состоят из следующих компонентов:
- источник питания с блоком управления;
- механизм подачи проволоки;
- сварочная горелка с кабелем и шланг-пакетом;
- газовое оборудование.
- по виду газовой среды — в активных или в инертных газах, многофункциональные;
- по типу регулирования подачи проволоки — плавный, ступенчатый, комбинированный;
- по типу механизма подачи проволоки — толкающий, тянущий, комбинированный;
- по способу охлаждения горелки — самоохлаждаемые и водоохлаждаемые.
- по конструкции — однокорпусные (моноблок) и двухкорпусные (механизм подачи и горелка расположены в отдельном блоке).
- по способу управления — с авторегулированием (синергетические) и с ручными настройками.
Кроме того, полуавтомат может быть оснащен дополнительными опциями:
- возможностью работы штучными покрытыми электродами (ММА);
- совместимость с горелками для TIG-cварки;
- имеют импульсный режим для соединения цветных металлов, алюминия, высоколегированных сталей.
Также обратите внимание на важные технические данные:

- Мощность. От нее напрямую зависит максимальная величина сварочного тока. Этим параметром будет определяться скорость работы, диаметр проволоки, толщина свариваемых металлов.
- Напряжение холостого хода — это режим ожидания, когда устройство включено, но еще не возбуждена дуга. Аппарат держит определенный уровень тока в диапазоне 40—90 В. Высокое значение тока на холостом ходу обеспечит более легкий розжиг.
- Процент полезной нагрузки. Это период непрерывной работы аппарата на максимальном токе до полного отключения от перегрева.
В качестве источника питания для полуавтоматической сварки используются сварочные выпрямители или инверторы. Первые дешевле, но имеют большие габариты и ограниченный контроль тока. Они обычно используются на крупных предприятиях. Инверторные выпрямители намного легче и компактнее. В то же время они способны регистрировать значения тока для различных режимов работы и оснащены автоматическим индукционным регулятором. Кроме того, только инверторы способны вырабатывать переменный ток, необходимый для сварки алюминиевых и магниевых сплавов.
Устройство подачи проволоки обеспечивает постоянную скорость подачи проволоки в зоне дуги и равномерную настройку. Механизм подачи проволоки состоит из электродвигателя, редуктора, подающего и зажимного роликов, катушки с проволокой и тормозного устройства.
Механизм подачи может состоять из 2 или 4 роликов. Последние предназначены для проволоки большого диаметра или порошковой проволоки.
Горелка — это рабочий инструмент для сварки. Она направляет электродную проволоку в зону дуги, подает сварочный ток, обеспечивает подачу защитного газа и управляет процессом. В целом, горелки можно разделить на три группы:
- для механизма подачи толкающего типа (направляют проволоку в зону работы);
- для механизма подачи тянущего типа (подают проволоку);
- для комбинированного механизма подачи.
- Существует несколько типов сварочных горелок. Для полуавтоматической сварки чаще всего применяют горелки с изогнутыми шейками. Такая конструкция позволяет выполнять работу как в труднодоступных местах, так и в различных пространственных положениях.
Материалы для полуавтоматической сварки
Электродная сварочная проволока является наиболее важным компонентом MIG/MAG. Химический состав сварочной проволоки должен быть таким же, как и у свариваемых металлов. Она должна иметь такую же или чуть более низкую температуру плавления. Важно, чтобы проволока подавалась равномерно и имела хороший контакт с наконечником горелки. В то же время ее диаметр должен соответствовать толщине свариваемого металла. Поэтому такие «непрерывные электроды» изготавливаются из различных сплавов и имеют разные диаметры.
Существуют сварочные проволоки со сплошным сердечником и с флюсовым сердечником. Обычно используется несколько типов проволоки из твердой стали. Однако в некоторых случаях может быть полезна и проволока с р-образным сердечником. Она бывает двух типов: экранированная и самозащитная. Последняя может использоваться без газообразной среды, что является преимуществом при работе на большой высоте и на открытом пространстве. Однако при выборе станка следует помнить, что не все полуавтоматы могут работать с различными типами проволоки.

Газовая среда зависит от многих факторов: Условия сварки, параметры заготовки, желаемое качество сварного шва и т.д.
Для MIG-сварки используются инертные газы. Их главная особенность заключается в том, что они не вступают в химическую реакцию с металлом и воздухом.
Аргон — инертный газ, бесцветный, без запаха, невоспламеняющийся, нетоксичный и примерно в 1,5 раза тяжелее воздуха. Аргон высшего сорта рекомендуется для работы с металлическими конструкциями из активных и редких металлов и сплавов, а также цветных металлов. Первый сорт газа подходит для стали и чистого алюминия.
Гелий — благородный газ, без запаха и цвета, нетоксичный и гораздо легче воздуха и аргона. Из-за его нехватки и высокой стоимости он используется реже, чем аргон. Он используется для сварки химически чистых и химически активных материалов, а также алюминиевых и магниевых сплавов.
Азот — бесцветный, не имеющий запаха и вкуса газ, который не является токсичным. Он используется только для меди и ее сплавов, по отношению к которым азот является инертным газом.
Для MAG-сварки требуются активные газы, которые защищают зону сварки от воздуха и либо растворяются в жидком металле, либо реагируют с ним.
Кислород — газ, который активно поддерживает горение и используется в качестве добавки к инертным и активным газам.
Двуокись углерода используется для чугуна, низко- и среднеуглеродистых и низколегированных нержавеющих сталей.
Газовые смеси используются для улучшения процесса сварки и качества сварного шва.
Какие из основных видов сварки предпочтительнее?
Таким образом, используя приведенную ниже таблицу, вы сможете подобрать идеальный сварочный аппарат для ваших нужд.
ТИПЫ МЕТАЛЛОВ
ТОЛЩИНА МЕТАЛЛА, мм
ПРЕИМУЩЕСТВА
ОГРАНИЧЕНИЯ
Стали (углеродистые, низколегированные, высоколегированные)
Простота и доступность процесса сварки
Минимальный набор расходных материалов
Сварка во всех положениях
Ограничения по типу и толщине свариваемых металлов.
Необходимость удаления шлака с деталей.
Все стали, медь, алюминий и сплавы, чугун.
Необходимые дополнительные расходные материалы и оборудование
Все виды стали, медь и ее сплавы, чугун, тит а
Алюминий и его сплавы
От 0,5 мм и выше
Сварка всех металлов
Эстетичные и высококачественные сварные швы
Необходимые дополнительные расходные материалы и оборудование
Вы можете закрепить материал и ознакомиться с нашим видео, которое включает в себя классификацию сварочных процессов:
Плюсы и минусы полуавтоматической сварки
Преимущества полуавтоматической сварки очевидны, особенно высокая скорость сварки. Длина сварочной проволоки велика, и количество газа в баллоне также велико. Благодаря автоматической подаче проволоки к точке сварки скорость и объем сварочных работ значительно увеличиваются.
Второе преимущество — очень чистая и ровная сварка. При ручной дуговой сварке невозможно добиться такого шва, а также невозможно эффективно сваривать очень тонкие металлы. Полуавтоматическая сварка — лучший метод для сварки деталей с тонкими стенками толщиной до 0,5 мм.

Единственным недостатком полуавтоматической сварки является необходимость иметь готовый защитный газ в баллоне. Само собой разумеется, что баллон нужно наполнить и доставить к месту сварки, что не очень удобно и просто.
Более того, в некоторых местах вообще нет возможности поставлять баллоны. В таких случаях сварка производится с помощью сварочного полуавтомата, в котором используетсяПроволока с сердечником.
Настройка формы волны
Имеется только четыре формы волны:
- классическая синусоида формирует мягкую, широкую, умеренно шумную эдектродугу с неглубоким проваром большой площади;
- прямоугольная кривая обеспечивает стабильное горение, характеризуется глубоким проплавлением даже при быстрой проходке;
- скругленная прямоугольная позволяет контролировать размер ванных расплава, формирует гладкую, слегка пологую дугу, актуальна при работе с тонкостенными полуфабрикатами;
- треугольная – самая эффективная, уменьшает степень деформации сварочного шва за счет минимального нагрева при электротоковой пиковой нагрузке.
Форма волны устанавливается в соответствии с инструкцией, прилагаемой к каждому полуавтомату. В некоторых моделях есть возможность регулировки кривой. Характеристика тока может быть отрегулирована индивидуально в зависимости от характеристик сварочной проволоки и конкретных условий.
Полупроводниковый источник питания способен генерировать волну с определенной геометрией. Также можно регулировать динамику высоты и амплитуды волны. Благодаря такому подходу улучшается качество валиков шва и достигается однородность шва без искажений в зоне термического влияния. Также оптимизируется процесс образования капель, а за счет уменьшения длины волны достигается оптимальное смачивание при транспортировке металла.
Машины с регулировкой кривой мощности оснащены предварительными настройками. Сварщик может управлять скоростью нарастания или спада электрической волны и длительностью наконечника для достижения желаемой геометрии волны.

Другие рекомендации
Трудности возникают при термической сварке тонкостенных листов постоянным током на обратной полярности. В этом случае электрод подключается к положительному полюсу, а отрицательный полюс подключается к земле. При обратной полярности зона максимального нагрева смещается к краю проволоки, проволока плавится быстрее и увеличивается образование капель. Соединяемые детали нагреваются гораздо медленнее.

Настройка импульсного режима в любом случае ограничена. Она полностью зависит от возможностей сварочного аппарата. В современных моделях инверторов предусмотрена синергия — взаимозависимость основных параметров, их взаимное влияние. Все параметры характеристики тока автоматически регулируются при изменении интенсивности или напряжения. Профессионалы предпочитают ручную регулировку. Опытные сварщики регулируют настройки в процессе работы в зависимости от типа свариваемого металла и формы полуфабриката:
- Частоту или динамическое изменение импульса, добиваются переноса оптимального количество капель расплава за единицу времени. Повышая частотность, увеличивают частоту каплеобразования, скорость сварки. Шовные валики получаются объемными.
- Высоту дуги. Меняя расстояние от кончика присадочной проволоки до ванны расплава, оптимизируют металлоперенос соответственно скоростному режиму. При высокочастотной импульсной технологии длина дуги увеличивается, при снижении частотности – сокращается.
При правильной настройке можно соединить высококачественные детали, избегая изъянов и других дефектов. Можно получить сварной шов красивой формы.
Преимущества импульсного режима при сварке алюминия
При использовании технологии MIG уменьшается нагрев деталей и значительно снижается риск деформации сварной конструкции. При небольшом навыке можно сваривать тонкий прокат без прожогов и получать сварные швы с мелким рифлением. Готовая продукция имеет хороший, товарный вид.
Импульсная техника позволяет избежать дефектов на шовном валике. При замедлении скорости подачи проволоки дуга зажигается быстро. Если горение стабильно, скорость можно нормализовать.
После кристаллизации расплава на кромке не образуются кратеры. Уменьшая рабочий ток, можно сгладить и заполнить жидким металлом до затвердевания без образования продувочных отверстий.
Основной проблемой при сварке алюминия остается высокая пористость швов. Это снижает прочность сварных швов на изгиб и кручение и увеличивает вероятность разгерметизации при сварке круглых и профильных труб. Расплавленный металл постоянно перемешивается, пары газа удаляются, и шов становится однородным. Изменяя частоту и амплитуду, можно регулировать глубину проплавления. Это особенно важно при сварке тонких деталей.
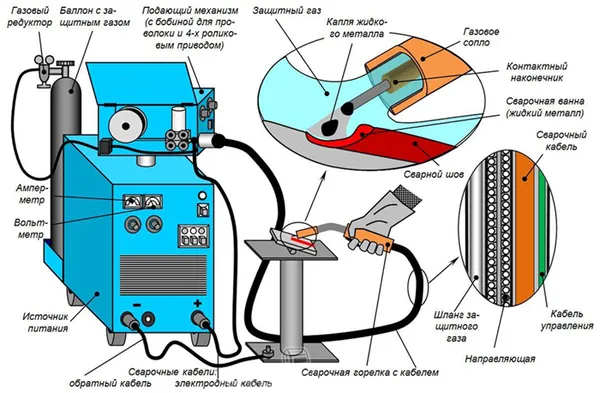
Технология MIG/ MAG сварки
Мы знаем, что такое сварка Mig/Mag, но в чем суть используемого сварочного полуавтомата? Она заключается в зажигании дуги в атмосфере защитного газа между металлическим объектом d и присадочной проволокой — расходуемым электродом. Эта дуга расплавляет соединения деталей и сварной шов и образует сварочную ванну. Процесс происходит в атмосфере защитного газа, в качестве которого используется гелий или аргон.
Дуговая сварка в защитной среде (CO2) расходуемым электродом может выполняться различными способами. В таблице ниже представлен наиболее подходящий режим:
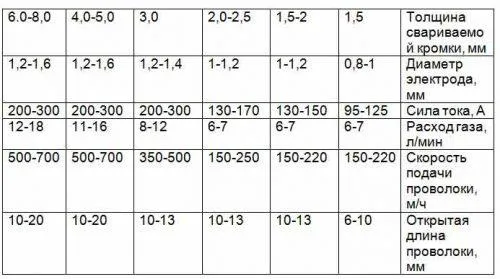
Газосварка в защитной среде расходуемым электродом выполняется при напряжении без нагрузки 19-30 В, в зависимости от характеристик полуавтомата. Многие бытовые и полупрофессиональные сварочные полуавтоматы имеют переменную скорость и напряжение, и эти значения также не регулируются. Это делается для автоматической стабилизации дуги.
Однако, чтобы сделать это правильно, необходимо знать основные особенности сварки в газовой защите:
- После загорания дуги плавящийся электрод или присадочная проволока по роликовым направляющим подается прямо к области сварного соединения;
- Защитный газ находится под давление, во время сварки он нагнетается в горелку и начинает активно обдувать сварочную ванну;
- Подача дуги и обдувание защитным газом при проведении MIG сварки защищают раскаленную металлическую основу от окисления, которое может появиться при воздействии атмосферного воздуха. Также они сохраняют структуру обрабатываемого металла;
- Используемый инертный газ выполняет роль покрытия обычного электрода. При полуавтоматическом сварочном процессе обеспечивается прямая защита и при этом не происходит сгорания защитной оболочки стержня.
Газозащитная сварка может выполняться с различными видами дугового тока — переменным и постоянным — и с любой полярностью проволоки. Выбор этих параметров может зависеть от условий выполняемой работы, главным образом от характеристик свариваемых металлических изделий.
Возможности и режимы сварочного аппарата для MIG/ MAG сварки
Чтобы понять, что такое сварка в газовой среде плавящимся электродом и как происходит весь процесс, стоит рассмотреть сварочный полуавтомат. Аппарат MAG/MIG оснащен специальным подающим механизмом, который позволяет сделать следующее:
- Она производит мягкий старт. Проволока в начале сварочного процесса выходит с низкой скоростью, она позволяет разжечь и стабилизировать дугу;
- После того как будет остановлена подача она защищает проволоку от ее вваривания в горелку. Также система останавливает подачу тока раньше, чем остановилась проволока;
- Предотвращает прилипание проволоки на начальном этапе сварки;
- Обеспечивает плавную регулировку и постоянный скоростной режим подачи;
- Осуществляет режим импульсного сварочного процесса;
- Система подачи может производить изменение полярности для порошковой проволоки.
MAG/MIG сварка производится с обратной полярностью — на электроде должен быть «+», а на заготовке «-«. Однако, в зависимости от типа свариваемой конструкции и типа металла, можно работать и на прямой полярности и на переменном токе.

Последовательность работы сварочного полуавтомата может быть выполнена следующим образом:
- Short Arc. Этот режим применяется при показателях тока ниже 200 А, подходит для тонких металлов;
- Spray Arc. Во время него показателя тока должны ровняться или быть больше 200 А. Используется присадочная проволока с показателем диаметра больше 1 мм;
- Pulse Arc. Сварочный процесс осуществляется при низких показателях тока и большом диаметре тока. Этот режим подходит для цветных металлов, нержавейки, алюминия, сложных сплавов;
- Pulse on Pulse Arc. При этом режиме используется двойной импульс с изменяемой силой тока. Отлично подходит для создания декоративных сварных соединений.
Меры безопасности
Независимо от используемого процесса сварки — MMA, MIG, MAG, TIG — необходимо соблюдать важные стандарты безопасности и меры предосторожности:
- В процессе электродуговой сварки образуется яркий свет, который оказывает негативное влияние на глаза, зрение, кожу. Обязательно требуется использовать специальную защитную маску;
- Необходимо применять перчатки из прочного материала, которые смогут защитить руки от брызг расплавленного и горячего металла. Кроме этого они будут предохранять от нагрева и ультрафиолетового излучения, которое образуется во время сварочного процесса;
- Сварщик должен одеть защитный костюм. Он должен быть изготовлен из прочного материала, через который не должны проникать брызги раскаленного металла. Если костюма нет, то одежда не должна быть выполнена из синтетической ткани, которая обладает легким воспламенением;
- Для работы рекомендуется одевать закрытую обувь, в которую не смогут проникнуть брызги расплавленного и горячего металла;
- Помещение, в котором выполняется сварка, должно хорошо проветриваться и вентилироваться. Во время работ выделяются вредные вещества, которые могут оказать негативное влияние на состояние здоровья.
Однако перед началом работы рекомендуется изучить классификацию сварочных процессов в зависимости от защитных газов и принять во внимание важные особенности.
Процесс MAG/MIG очень популярен среди многих сварщиков благодаря своей простоте и высокому качеству. Он отлично подходит для различных типов металлов и дает прочный и гладкий сварной шов, который обеспечивает длительный износ всей металлической конструкции.