Сварочный инвертор — это замечательный прибор, который обладает множеством преимуществ. Однако, чтобы использовать их по максимуму, необходимо соблюдать правила пользования сварочным инвертором. В этом руководстве пользователя вы узнаете, как правильно диагностировать систему и как отремонтировать инверторный сварочный аппарат.
Как отремонтировать сварочный инвертор своими руками
Инверторные сварочные аппараты становятся все более популярными среди начинающих сварщиков благодаря своим компактным размерам, небольшому весу и низкой цене. Как и любое другое оборудование, эти аппараты могут быть повреждены в результате неправильного использования или неправильной конструкции. В некоторых случаях инверторные сварочные аппараты можно отремонтировать самостоятельно, изучив конструкцию инвертора, но есть определенные неисправности, которые можно устранить только в сервисном центре.
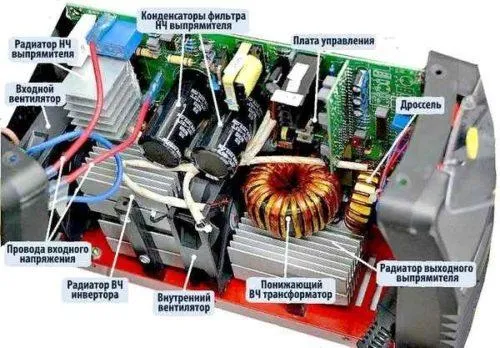
Сварочные инверторы работают как от бытовой сети (220 В), так и от трехфазной сети (380 В), в зависимости от модели. Единственное, что необходимо учитывать при подключении аппарата к сети — это потребляемая мощность. Если она превышает мощность сети, то при отключении сети аппарат работать не будет. Таким образом, инверторный сварочный аппарат состоит из следующих основных узлов.
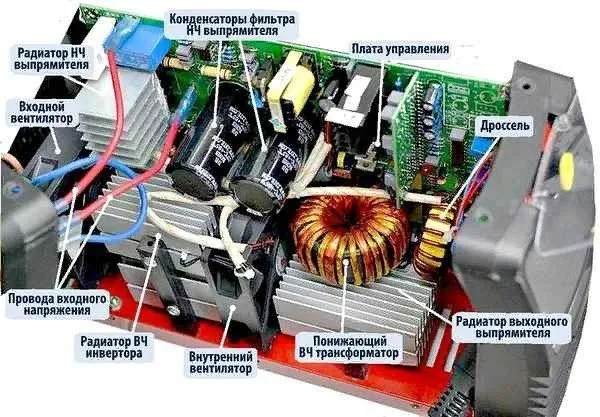
- Первичный выпрямительный блок. Этот блок, состоящий из диодного моста, размещен на входе всей электрической цепи аппарата. Именно на него подается переменное напряжение из электросети. Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.
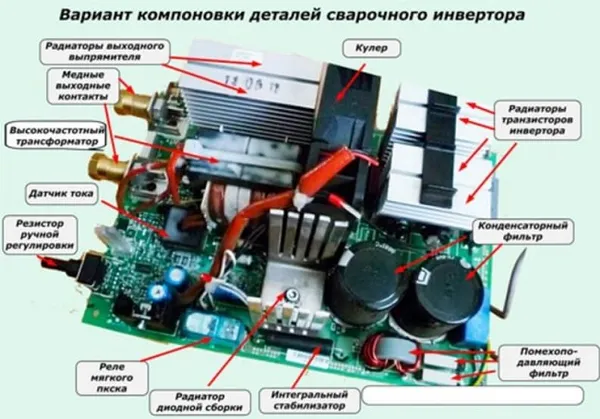
- Конденсаторный фильтр. Подсоединяется параллельно к диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В, и по емкости от 470 мкФ для каждого конденсатора.
- Фильтр для подавления помех. Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушать работу других приборов, подключенных к данной электрической сети. Чтобы убрать помехи, перед выпрямителем устанавливают фильтр.
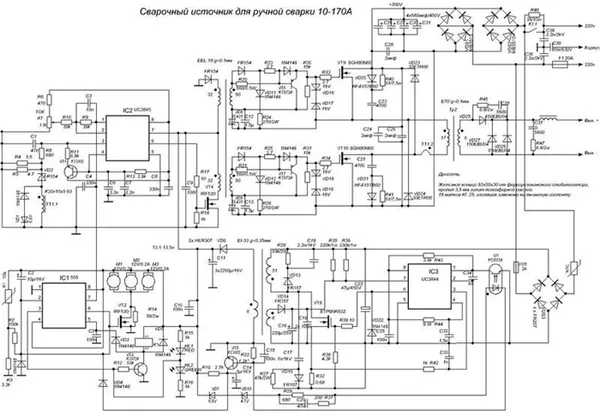
- Инвертор. Отвечает за преобразование переменного напряжения в постоянное. Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полные мостовые. Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории.
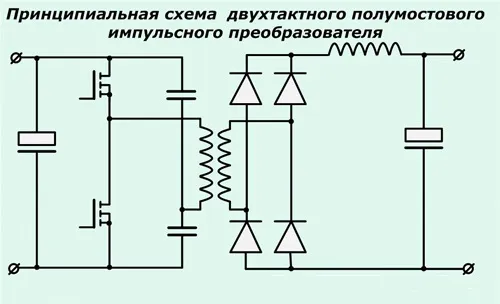 Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.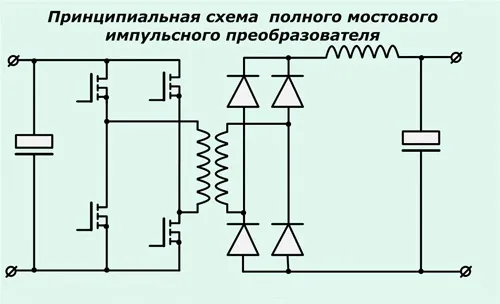 Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла. Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр.
- Высокочастотный трансформатор. Устанавливается после инвертора и понижает высокочастотное напряжение до 60-70 В. Благодаря включению в конструкцию данного модуля ферритового магнитопровода, появилась возможность снизить вес и уменьшить габариты трансформатора, а также уменьшить потери мощности и повысить КПД оборудования в целом. К примеру, вес трансформатора, имеющего железный магнитопровод и способного обеспечивать ток в 160 А, будет около 18 кг. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг.
- Вторичный выходной выпрямитель. Состоит из моста, в составе которого находятся специальные диоды, с большой скоростью реагирующие на высокочастотный ток (открытие, закрытие и восстановление занимает около 50 наносекунд), на что не способны обычные диоды. Мост оборудован радиаторами, предотвращающими его перегрев. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.
- Плата управления. Управлением всеми операциями инвертора занимается микропроцессор, который получает информацию и контролирует работу аппарата с помощью различных датчиков, расположенных практически во всех узлах агрегата. Благодаря микропроцессорному управлению, подбираются идеальные параметры тока для сварки разного рода металлов. Также электронное управление позволяет экономить электроэнергию за счет подачи точно рассчитанных и дозированных нагрузок.
- Реле плавного пуска. Чтобы во время пуска инвертора не перегорели диоды выпрямителя от высокого тока заряженных конденсаторов, применяется реле плавного пуска.
Как работает инвертор
На приведенной ниже схеме показан принцип работы сварочного инвертора.
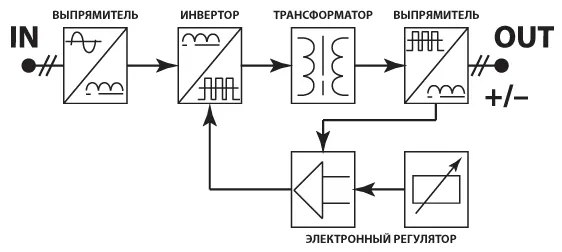
Принцип работы этого блока сварочного аппарата заключается в следующем. Первичный выпрямитель инвертора получает напряжение от домашней сети или от генераторов, бензиновых или дизельных. Выпрямленный ток поступает в инвертор, где снова преобразуется в переменный ток, но уже с измененными частотными характеристиками, т.е. становится высокочастотным. Затем высокочастотное напряжение снижается трансформатором до 60-70 В, а ток увеличивается. На следующем этапе ток снова поступает в выпрямитель, где он преобразуется в постоянный ток перед подачей на выходные клеммы модуля. Все преобразования тока контролируются микропроцессорным блоком управления.
Причины поломок инверторов
Современные инверторы, особенно те, которые основаны на IGBT-модуле, достаточно требовательны. Это связано с тем, что внутренние модули выделяют большое количество тепла во время работы устройства. Хотя для отвода тепла от силовых модулей и электронных плат используются как радиаторы, так и вентилятор, иногда этих мер недостаточно, особенно в недорогих устройствах. По этой причине необходимо строго соблюдать правила, содержащиеся в руководстве пользователя устройства, которые включают регулярное выключение устройства для охлаждения.
Это правило обычно называют «Время включения» (On Time, OTD), которое измеряется в процентах. Несоблюдение OTD приведет к перегреву основных компонентов машины и их выходу из строя. Если это произойдет на новом аппарате, гарантия на него не распространяется.
Если инверторный сварочный аппарат работает в пыльной среде, пыль будет скапливаться на охладителях и препятствовать нормальному отводу тепла, что неизбежно приведет к перегреву и выходу из строя электрических компонентов. Если невозможно избавиться от пыли, находящейся в воздухе, следует часто открывать корпус инвертора и очищать все компоненты от скопившейся грязи.

Однако чаще всего инверторы выходят из строя при работе в условиях низких температур. Причиной отказов является конденсат на нагретой плате управления, что приводит к короткому замыканию между компонентами этого электронного блока.
Ремонт сварочных инверторов своими руками

Сварочные аппараты с инверторами широко распространены, поскольку они портативны и могут работать практически от любого напряжения питания в диапазоне от 175 до 240 В. Однако существует возможность повреждения сварочного оборудования. Причин этому много, и для того, чтобы отремонтировать сварочные инверторы, необходимо знать основные неисправности, устройство и принцип работы. Отремонтировать инверторное сварочное оборудование своими руками несложно.
Трансформаторные сварочные аппараты очень дешевы по сравнению с инверторными, а простота устройства облегчает ремонт. Их основными недостатками являются габариты, вес и чувствительность к параметрам сети. При низком напряжении (U) сварка практически невозможна, так как потребление энергии аппаратом значительно возрастает, а счетчики электроэнергии имеют ограничение по мощности до 6 кВт.

Это приводит к тому, что срабатывает защита: выключатель срабатывает через определенное время из-за нагрева или перегорают предохранители в пробках. Если используется предохранитель большего размера или «жучок» (перемыкание предохранителя медным проводом большего диаметра), возрастает риск возгорания проводки.
Кроме того, при сварке обычных трансформаторов возникают кратковременные скачки U-значения, которые могут привести к повреждению другого оборудования и бытовой техники. Трансформаторные сварочные аппараты относительно недороги и легко ремонтируются благодаря простоте конструкции. Однако они имеют большой вес и очень чувствительны к напряжению питания (U). Сварку нельзя проводить при низком U, так как возникнут большие перепады U и оборудование будет повреждено. Чтобы избежать всех этих неудобств, используются инверторные двигатели.
Устройство и особенности работы
Инверторная сварка используется в быту и в различных отраслях промышленности. Она обеспечивает стабильное горение сварочной дуги током высокой частоты. Конструкция аппарата представляет собой мощный источник бесперебойного питания (ИБП), работа которого основана на определенных принципах:
- Преобразование переменного питающего (сетевого) U в постоянное.
- Преобразование постоянного в переменный высокочастотный ток.
- Выпрямление тока с сохранением частоты.

При соблюдении этих принципов производства достигается значительное снижение мощности сварки в сотни и тысячи раз. Кроме того, такое устройство позволяет оснастить аппарат дополнительным охлаждением.
Для того чтобы правильно отремонтировать сварочный инвертор, необходимо знать его устройство и принцип работы. Понимая, как он работает, можно провести диагностику, выяснить причину неисправности и самостоятельно ее устранить. Сварочный аппарат с инвертором состоит из основных компонентов (рисунок 1):
- Выпрямитель.
- Инвертор.
- Трансформатор.
- Выпрямитель высокочастотный.
- Схема управления (электронный регулятор).
Рисунок 1 — Блок-схема сварочного инвертора.
Выпрямитель состоит из полупроводникового выпрямительного моста и конденсаторного фильтра. Диодный мост выпрямляет переменный ток питающей сети. Когда переменный ток проходит через диод, ток течет в одном направлении. В результате ток становится постоянным, но при этом возникает значительная пульсация тока. Ток такой величины не подходит для питания инвертора, так как он работает только с постоянным током. Для сглаживания пульсаций используется конденсатор большой емкости (2200, 5000 мкФ).
Читайте также: Быстрая замена графитовых щеток для роторной шлифовальной машины
После преобразования U питание подается на инвертор. Инвертор представляет собой набор радиоэлементов для выработки необходимого переменного тока U для высокочастотного импульсного преобразователя. Основными компонентами являются мощные ключевые транзисторы и микросхема, которая принимает команды от схемы управления инвертором и обеспечивает его правильную работу. Транзисторы переключаются на высокой частоте, которая зависит от текущей модели сварочного аппарата. Она может составлять от 35 до 95 кГц. Транзисторы подключены к понижающему импульсному трансформатору.
Импульсный трансформатор преобразует U, поступающее на выход преобразователя, в низкое U. К вторичной обмотке трансформатора подключен высокочастотный выпрямитель, который преобразует высокочастотный переменный ток в постоянный. Во время этого преобразования частотная характеристика сохраняется. Мощность сварки увеличивается за счет использования высокочастотного тока.
Электронное управление используется для контроля работы аппарата, диагностики и подачи команд на инвертор. Оно также позволяет изменять величину сварочного тока.
Благодаря такой конструкции относительно мобильные сварочные аппараты с инверторами характеризуются отличной производительностью:
Ремонт аппаратов инверторной сварки

Если внимательно изучить структуру, функции и принцип работы отдельных компонентов, то распознать и испытать на себе инверторный сварочный аппарат будет довольно просто. Многие сварщики ищут компанию, которая отремонтирует инверторный сварочный аппарат по низкой цене. Однако они забывают, что эта компания или человек может заменить детали инвертора на некачественные. Они должны понять причину проблемы и найти способ ее решения. Начинать следует с самых простых проблем, а затем переходить к самым сложным. Также следует внимательно осмотреть инвертор на предмет сгоревших силовых кабелей и сетевого питания.
Необходимо изучить схему подключения и неисправности, чтобы устранить их. Неисправности можно разделить на несколько групп: простые, средние и сложные неисправности.
Простые поломки

Простые неисправности обычно вызваны неправильной работой прибора или устройства. Этот тип неисправностей не требует специальных навыков и состоит в основном из примитивных неисправностей, которые можно очень легко и быстро устранить. К проблеме ремонта инверторного сварочного аппарата своими руками следует подходить очень осторожно, так как простые повреждения, вызванные неосторожностью, могут привести к более серьезным последствиям. К простым неисправностям можно отнести следующие типы:
- Отсутствие сетевого питания инвертора (инвертор «отказывается» включаться).
- Влажность корпуса.
- Пыль внутри инверторного аппарата.
- Нестабильная дуга.
- Отсутствие полной мощности аппарата.
- Залипание электрода.
- Ослабление креплений.
- Разбрызгивание металла.
Читайте также: Устранение неполадок при самостоятельном ремонте электрофрезерного станка.
Неисправность питания от сети может иметь различные причины: отсутствие U, неисправный кабель инвертора, перегоревший предохранитель. Также возможен выход из строя электроники станка, но эта неисправность не из легких, так как требует определенных навыков. Устранение неисправности очень простое. Например, если нет электропитания, нужно измерить вольтметром напряжение в розетке. Если оборван кабель питания, его следует проверить, найти проблемное место и заменить. Если перегорел предохранитель, его следует заменить на исправный (не «хитрите», так как это может привести к необратимым повреждениям).
Если вы работаете в сыром помещении, содержимому сварочного аппарата необходимо дать высохнуть. Не эксплуатируйте его, иначе предохранители будут постоянно перегорать и сожгут нить предохранителя. Помните, что влага — злейший враг любого аппарата.
Пыль является отличным проводником электричества. Сварочный аппарат необходимо регулярно чистить. Пыль может привести к более серьезным последствиям.

Если дуга нестабильна и металл разбрызгивается, следует проверить сварочный ток. В основном, элементарное решение проблемы заключается в увеличении тока. Существует определенная зависимость между силой тока и толщиной электрода: диаметр электрода нужно умножить на 20-40А. Расчет дает необходимую силу тока. Например, если у вас электрод «4» и ток для комфортной работы (при нормальном входном напряжении): I = 4 * 40 = 160 A. Выбор значений от 20 до 40 зависит от толщины металла: на каждый 1 мм кратно 5. Например, необходимо рассчитать сварочный ток для 2 мм металла и электрода «3». Алгоритм расчета следующий:
Особенности технического обслуживания и ремонта инверторных аппаратов
Ремонт сварочного аппарата инверторного типа имеет некоторые особенности, которые объясняются сложностью конструкции такого устройства. Любой инвертор, в отличие от других типов сварочных аппаратов, является электронным, что требует от специалистов, занимающихся его обслуживанием и ремонтом, хотя бы базовых знаний радиомеханики, а также навыков использования различных измерительных приборов — вольтметра, цифрового мультиметра, осциллографа и др. — необходимы.
Во время технического обслуживания и ремонта проверяются компоненты, составляющие токовую цепь сварочного трансформатора. К ним относятся транзисторы, диоды, резисторы, стабилизаторы, трансформаторы и индукторы. Особенностью конструкции инверторов является то, что очень часто при ремонте невозможно или очень сложно определить, какой именно компонент является причиной неисправности.
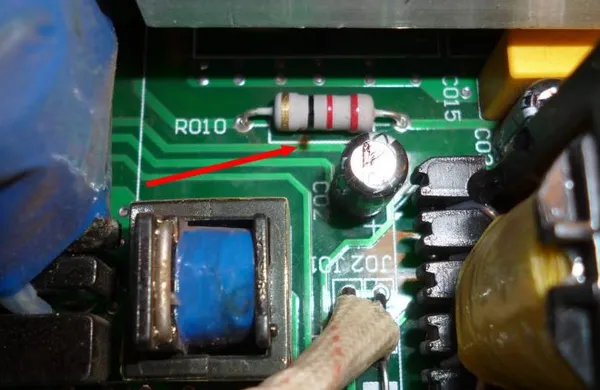
Сгоревший резистор может быть заметен по небольшому количеству копоти на печатной плате, которую трудно обнаружить нетренированным глазом.
В таких случаях следует проверить все компоненты по очереди. Для успешного выполнения такой задачи необходимо не только уметь пользоваться измерительными приборами, но и быть достаточно знакомым с электронными схемами. Если вы не обладаете этими навыками и знаниями хотя бы на начальном уровне, самостоятельный ремонт сварочного инвертора может привести к еще большему ущербу.
После того как вы реально оценили свои силы, знания и опыт и решили самостоятельно выполнить ремонт инвертора, важно не только посмотреть обучающее видео на эту тему, но и внимательно изучить инструкции, в которых производители перечисляют наиболее типичные неисправности сварочных инверторов, а также возможности их ремонта.
Факторы, приводящие к выходу из строя сварочного инвертора
Существует два основных типа ситуаций, которые могут привести к неисправности или дефекту инвертора:
- связанные с неправильным выбором режима сварочных работ;
- обусловленные выходом из строя деталей устройства или их неправильной работой.
Метод выявления неисправности инвертора для последующего ремонта заключается в последовательном выполнении технологических функций, от самых простых до самых сложных. Способ выполнения этих тестов обычно указывается в руководстве по эксплуатации устройства.
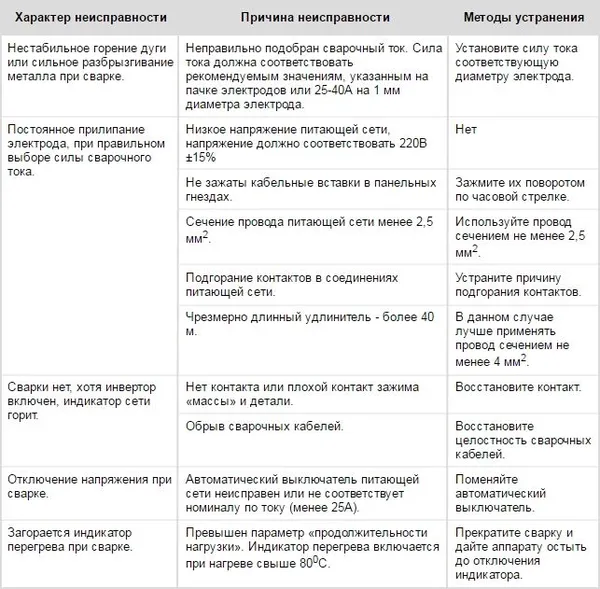
Распространенные неисправности инверторов, причины и способы их устранения.
Если рекомендованные меры не привели к желаемым результатам и работа устройства не восстановлена, это обычно означает, что причину неисправности следует искать в электронных схемах. Причины неисправностей блоков и их отдельных компонентов могут быть различными. Наиболее распространенные из них перечислены ниже.
- Во внутреннюю часть устройства проникла влага, что может произойти, если на корпус аппарата попадают атмосферные осадки.
- На элементах электронной схемы скопилась пыль, что приводит к нарушению их полноценного охлаждения. Максимальное количество пыли в инверторы попадает в тех случаях, когда они эксплуатируются в сильно запыленных помещениях или на строительных площадках. Чтобы не доводить оборудование до такого состояния, его внутреннюю часть необходимо регулярно чистить.
- К перегреву элементов электронной схемы инвертора и, как следствие, к их выходу из строя может привести несоблюдение продолжительности включения (ПВ). Данный параметр, который необходимо строго соблюдать, указывается в техническом паспорте оборудования.

Следы жидкости, проникшей в инвертор.
Распространенные неисправности
Наиболее распространенными неисправностями, возникающими во время работы инвертора, являются
Неравномерное горение сварочной дуги или активные брызги металла.
Это может указывать на то, что интенсивность сварки была выбрана неправильно. Известно, что интенсивность сварки выбирается в зависимости от типа и диаметра электрода и скорости сварки. Если на упаковке используемых вами электродов не указана оптимальная сила тока, вы можете рассчитать ее по простой формуле: 20-40 ампер сварочного тока на 1 мм диаметра электрода. Также следует учитывать, что чем ниже скорость сварки, тем меньше должна быть сила тока.

Зависимость диаметра электрода от сварочного тока
Прилипание электрода к поверхности свариваемых деталей.
Причин этой проблемы может быть несколько, основная из них — низкое напряжение. Современные инверторные аппараты работают при очень низком напряжении, но когда напряжение падает ниже минимального значения, на которое рассчитан аппарат, электрод начинает прилипать. Падение выходного напряжения может произойти, если аппараты не имеют хорошего контакта с розетками электрического шкафа.
Это очень легко устранить, очистив контактные гнезда и более прочно закрепив на них электронные платы. Если кабель, соединяющий инвертор с сетью, имеет сечение менее 2,5 мм2, это также может привести к падению напряжения на входе модуля. Это также гарантированно произойдет, если кабель слишком длинный.
Если длина силового кабеля превышает 40 метров, то использовать подключенный к нему инвертор для пайки практически невозможно. Напряжение силового кабеля также может снизиться, если контакты обгорели или окислились. Частой причиной залипания электрода является то, что поверхности свариваемых компонентов плохо подготовлены и нуждаются в тщательной очистке не только от имеющихся загрязнений, но и от оксидного слоя.
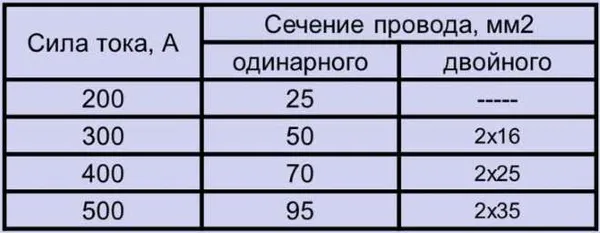
Выбор размера сварочного кабеля
Отсутствие начала процесса сварки при включении аппарата.
Это часто происходит с перегретыми инверторными аппаратами. Индикаторная лампочка инвертора должна загореться. Если индикатор не виден, а сварочный аппарат не имеет функции звукового предупреждения, сварочный аппарат может не обнаружить перегрев. Это также происходит при обрыве или ослаблении сварочных кабелей.
Самопроизвольное отключение конвертера во время сварки.
Чаще всего это происходит, когда электропитание прерывается из-за неправильно подобранного автоматического выключателя. При работе с инвертором в панели управления должны быть установлены автоматические выключатели с номиналом не менее 25 А.
Основные виды поломок и их устранение
Прежде чем рассмотреть основные виды неисправностей инверторных устройств, необходимо ознакомиться со структурой инвертора.
Наиболее распространенные модели состоят из:
- блока питания;
- блока управления;
- силового блока.
Поломки и ремонт сварочных аппаратов чаще всего связаны с выходом из строя силовой части, которая состоит из следующих компонентов:
- Первичного и вторичного выпрямителей. В состав блока входят два диодных моста различной мощности. Первый мост способен выдерживать до 40 ампер ток и до 250 вольт напряжение. Второй диодный мост собран из более мощных элементов и способен поддерживать силу тока 250 ампер при напряжении порядка 100 вольт. Возможные ошибки данного модуля связаны с аварией диодов первичного или вторичного моста.
- Инверторного преобразователя. Поломка силового транзистора инверторного преобразователя часто является ответом на вопрос почему сварочный аппарат не варит. Ремонт инвертора можно произвести путем замены транзистора на аналог с параметрами силы тока 32 ампера и напряжением 400 вольт.
- Высокочастотного трансформатора. Как правило, трансформатор состоит из нескольких обмоток, повышающих силу тока до 250 ампер при напряжении до 40 вольт. Большинство инверторного оборудования имеет две обмотки, выполненные при помощи медной проволоки или ленты.
Перед самостоятельным ремонтом сварочного оборудования необходимо провести тщательную диагностику оборудования и четко определить, какой компонент неисправен.
Не стоит ремонтировать инвертор, из корпуса которого идет густой белый дым. В таких случаях лучше всего обратиться в квалифицированную ремонтную мастерскую.

Следующие неисправности могут потребовать ремонта сварочного аппарата инверторного источника:
- Нестабильное горение раскаленной дуги или сильное разбрызгивание материала электрода. Неисправность в большинстве случаев связана с неправильным выбором рабочего тока. В инструкции по эксплуатации сказано, что на 1 миллиметр диаметра электрода должна приходится сила тока от 20 до 40 ампер.
- Прилипания сварки к металлу. Такое поведение характерно для устройств, работающих при недостаточном напряжении. Подобные неисправности и способы их устранения четко описаны в сопроводительной документации. При прилипании электрода к свариваемому материалу следует очистить контакты клемм, к которым подключаются модули инверторного устройства. Кроме этого, не лишним будет замерить напряжение в электрической сети.
- Отсутствие дуги при включении аппаратуры. Дефект зачастую связан с банальным перегревом устройства или повреждением силовых кабелей кабелей в процессе длительной эксплуатации при повышенных температурах.
- Аварийное отключение инвертора. Если в процессе проведения работ аппарат внезапно отключился, то наверняка сработала защита от короткого замыкания между проводами и корпусом. Ремонт устройства в случае возникновения подобного дефекта состоит в нахождении и замене поврежденных элементов силовой цепи инвертора.
- Огромное потребление электрического тока при холостой работе. Типичная неисправность, возникающая вследствие замыкания витков на токопроводящих катушках. Восстановление работоспособности устройства после такой неисправности состоит в полной перемотке катушек и наложении слоя дополнительной изоляции.
- Отключение сварочного оборудования через определенный промежуток времени. Подобное поведение характерно для перегревающихся инверторных электроприборов. Если сварка внезапно выключилась, то нужно дать ей остыть и через 30-40 минут можно продолжить работу.
- Посторонние звуки при работе блока питания. Устранение дефекта заключается в затягивании болтов, стягивающих элементы магниторовода. Помимо этого, неисправность может быть связана с дефектом в крепеже сердечника или замыканием между кабелями.
Рекомендации по самостоятельному ремонту
При ремонте сварочных аппаратов инверторных источников следует придерживаться определенного алгоритма:
- При возникновении неисправности, нужно немедленно отключить электрический прибор от сети, дать ему остыть и лишь после этого следует открывать металлических кожух.
- Диагностику необходимо начинать с визуального осмотра электротехнических компонентов инвертора. Нередки случаи, когда ремонт инверторного сварочного аппарата заключается в простейшей замене поврежденных деталей или пропайке токопроводящих контактов. Визуально увеличившиеся конденсаторы или треснувшие транзисторы нужно заменять в первую очередь.
- Если при визуальном осмотре не удалось определить причину неисправности сварочного аппарата, необходимо перейти к проверке параметров деталей при помощи мультиметра, вольтметра и осциллографа. Наиболее частые поломки силовых блоков связаны с нарушением работы транзисторов.
- После замены электротехнических элементов стоит перейти к проверке печатных проводников, расположенных на плате инвертора. При обнаружении оторванных или поврежденных дорожек на печатной плате сварочного инструмента нужно немедленно устранить дефект путем запаивания перемычек или восстановления дорожек при помощи медной проволоки необходимого сечения.
- По завершению работы с дорожками имеет смысл перейти к обслуживанию разъемов. Если инверторный прибор переставал работать постепенно, то возможно имеет место быть плохой контакт в соединительных разъемах. В таком случае достаточно промерять все контакты при помощи мультиметра и зачистить разъемы обыкновенным бытовым ластиком.
- Несмотря на то, что неисправности сварочного инвертора редко бывают связаны с диодными мостами, будет не лишним проверить и их работоспособность. Проводить диагностику данного электротехнического элемента лучше в выпаянном виде. Если все ножки моста прозваниваются накоротко, то следует выполнить поиск неисправного диода и произвести его замену.
- Последним этапом в ремонте инвертора служит проверка платы и пультов управления. Диагностика всех компонентов платы должна производиться при помощи высокоразрешающего осциллографа.
Если была проведена диагностика, но вы не можете определить, что именно не так со сварочным аппаратом, не следует выполнять ремонт самостоятельно, а лучше обратиться в квалифицированную мастерскую.
При самостоятельном ремонте необходимо соблюдать меры безопасности:
- нельзя использовать электрические приборы без защитного верхнего кожуха;
- проведение всех диагностических и ремонтных работ следует осуществлять на полностью обесточенном оборудовании;
- удаление скопившейся пыли и грязи безопаснее всего проводить при помощи воздушного потока, формируемого компрессором или баллоном с сжатым газом;
- очистку печатных плат необходимо производить с использованием нейтральных растворителей, нанесенных на специальную кисточку;
- длительное хранение электрических приборов нужно производить в сухих помещениях в полностью выключенном состоянии.
Большинство инверторных аппаратов поставляется с сопроводительной документацией. Эта документация содержит описание наиболее распространенных неисправностей и методов ремонта. Поэтому в случае возникновения неисправностей перед проведением ремонта следует внимательно ознакомиться с документацией.
Заключение
Самостоятельный ремонт можно проводить в домашних условиях. Большинство неисправностей передатчиков связано с неправильной эксплуатацией или неисправными радиодеталями.
Некоторые неисправности сварочного аппарата можно определить визуально. Существует всего несколько причин, по которым сварочный инвертор не запускается. В основном поломки происходят из-за перегоревших конденсаторов или пробитых сварочных транзисторов.
Читайте также:
Причины поломок сварочных инверторов и их устранение
Основы самостоятельного ремонта сварочных инверторов. Основные причины отказов и их возникновение в процессе эксплуатации. Как действовать при возникновении проблем. Где искать и как ремонтировать, смотрите ниже.
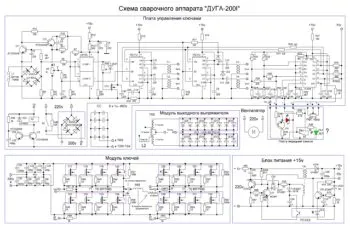
Для того чтобы отремонтировать паяльный инвертор своими руками, требуется не так уж много: некоторые знания в области электротехники, базовые знания радиолюбительства, обычный мультиметр и паяльник, пригодный для пайки печатных плат. Дополнительным стимулом для самостоятельного ремонта является изучение прайс-листов сервисных компаний, особенно если сварочный аппарат стоит менее десяти тысяч рублей. Чтобы понять принцип работы и устройство сварочного преобразователя, достаточно ознакомиться с многочисленной литературой, доступной в Интернете. Это облегчается тем, что внутреннее устройство и состав основных узлов практически одинаковы во всех бытовых аппаратах (см. рисунок ниже).
- 1 Основные причины выхода из строя инверторов и их проявление
- 1.1 Нестабильность дуги, разбрызгивание металла
- 1.2 Инвертор не включается
- 1.3 Перегрев инвертора
- 1.4 Повышенное энергопотребление
- 1.5 Прикипание электрода к металлу
- 1.6 Невозможность регулировки тока
- 1.7 Самопроизвольное отключение
- 2.1 Диагностика инвертора
- 2.2 Замена транзисторов
- 2.3 Ремонт выпрямителей
- 2.4 Диагностика конденсаторов
- 2.5 Ремонт платы управления
Основные причины выхода из строя инверторов и их проявление
Основными причинами выхода из строя сварочных инверторов являются нарушения инструкций по их эксплуатации. Инструкция по эксплуатации и обслуживанию конкретного инвертора содержится в его техническом паспорте, но в целом перечень действий практически идентичен:
- ежедневный внешний осмотр основного блока и кабелей;
- периодическая внутренняя чистка аппарата сжатым воздухом;
- плановая проверка, зачистка, протяжка и ремонт соединений внутренних силовых контактов;
- измерение сопротивления изоляции и проверка цепей защитного заземления.
Основные факторы, вызывающие неисправности инверторов:
- Резкие изменения входного напряжения. Его падение ведет к нарушению стабильности и прекращению работы инвертора, то значительное превышение может вызвать выход из строя элементов входного выпрямителя.
- Минеральная пыль. Покрывает поверхности внутренних деталей аппарата и забивает ребристые поверхности радиаторов охлаждения диодов и транзисторов. Это приводит к нарушению теплового режима и может вызвать выход из строя отдельных элементов.
- Металлическая пыль и мелкая стружка. Попадает внутрь инвертора через входной вентилятор в том случае, если рядом с ним выполняются работы болгарками, шлифмашинками и пр. Может вызвать внутреннее короткое замыкание.
- Вода и повышенная влажность. Вызывает окисление проводов и контактов, может привести к короткому замыканию.
- Наружные механические повреждения. Иногда служат причиной выхода из строя органов управления и внутренних конструктивных элементов, на которых крепятся электронные компоненты.

Ниже описаны основные неисправности инвертора и их причины.
Нестабильность дуги, разбрызгивание металла
Если входное напряжение сильно колеблется или система управления инвертора работает неправильно, сварочный ток может резко увеличиться, что приведет к нестабильной дуге. В этом случае в первую очередь необходимо проверить напряжение в сети. Если напряжение в норме, а колебания продолжаются, следует провести внутреннюю диагностику инвертора.
Напыление металла во время сварки обычно является результатом неправильного выбора сварочного тока. Это может быть вызвано ошибкой человека или неисправностью регулятора тока или системы управления.
Инвертор не включается
Причин этого явления может быть несколько:
- плохой контакт зажима кабеля «массы»;
- слишком низкое входное напряжение;
- выключился входной автомат (причиной этого может быть внутреннее короткое замыкание);
- сработала тепловая защита.
В последнем случае подождите, пока аппарат остынет, а затем попробуйте включить его снова. Если защита снова срабатывает, необходимо провести техническое обслуживание или ремонт преобразователя.
Перегрев инвертора
Основной причиной перегрева инвертора является тепловое нарушение, вызванное большим количеством пыли внутри устройства. Пыль действует как изоляционный материал, который покрывает поверхности компонентов воздушного охлаждения и препятствует нормальной работе вентиляторов. Если перегрев сохраняется, перед диагностикой или ремонтом все внутренние блоки следует тщательно и очень осторожно очистить сжатым воздухом. Еще одной причиной перегрева инвертора является несоблюдение рекомендованного рабочего цикла (рабочего цикла).
Порядок действий при ремонте аппаратов
Выход из строя сварочного инвертора может быть вызван как серьезной неисправностью, так и незначительным сбоем в работе. Прежде чем обращаться в сервисный центр или к опытному технику, подумайте о том, чтобы отремонтировать инвертор самостоятельно, особенно если владелец имеет опыт работы со сваркой или является радиолюбителем. Инвертор следует разобрать, почистить и тщательно осмотреть внутри, так как проблема может заключаться в избытке пыли или неплотно прилегающей проводке, и серьезного ремонта не требуется.
Если вы решили выполнить ремонт самостоятельно, вам понадобятся как минимум следующие инструменты:
- Цифровой мультиметр. Самый обычный, функция «проверка диода» необязательна, т. к. все полупроводники можно проверять в режиме замера сопротивления.
- Паяльник с принадлежностями. Лучше паяльная станция, но можно обойтись паяльником с тонким жалом на 40–60 Вт.
- Отвертки, пассатижи, кусачки, пинцет.

Очень часто пишут, что для проверки состояния инверторного двигателя обязательно нужен осциллограф. Однако это другой уровень знаний и навыков с другими инструкциями по устранению неисправностей. Наши меры по диагностике и ремонту инвертора сводятся к визуальному осмотру, тестированию, элементарным измерениям основных электронных схем инвертора и замене в случае неисправности. Если все это не помогает, необходимо обратиться к профессиональному специалисту.
На первом этапе действуйте следующим образом:
- Снять корпус и очистить инвертор от пыли сжатым воздухом. Давление подобрать так, чтобы не повредить печатные платы и электронные компоненты.
- Проверить состояние лопастей вентиляторов и легкость их вращения. При обнаружении проблем — заменить на новые. Проверить надежность подсоединения всех проводов и разъемов.
- Проверить подключение и состояние потенциометра регулировки сварочного тока. В случае неисправности — ремонт или замена.
- Осмотреть на предмет подгорания обмотки трансформаторов и дросселей. При наличии дефектов — демонтировать и отдать на проверку или сразу в перемотку.
- Проверить элементы силовой цепи (конденсаторы, зарядный резистор, диоды, транзисторы) на наличие повреждений внешнего корпуса. При обнаружении дефектов заменить такими же или аналогами.
- Произвести внешний осмотр печатной платы системы управления. Если есть поврежденные элементы, то аккуратно их выпаять и заменить на новые (если никогда не паяли печатные платы, то лучше этим не заниматься, а сразу обратиться к специалистам).
Если после внешнего осмотра и устранения обнаруженных неисправностей инвертор не включается или работает неправильно, необходимо провести диагностику отдельных цепей и силовых компонентов (см. ниже).
Диагностика инвертора
Проверьте электронные полупроводниковые компоненты, измерив сопротивление на их клеммах мультиметром с изменением полярности. В одном случае оно должно быть близко к нулю, в другом — бесконечно высоким.
Прежде чем приступить к диагностике инвертора, подключите последовательно с ним лампу мощностью 100÷150 Вт для стабилизации тока и защиты от короткого замыкания. Кроме того, свечение лампы является хорошим индикатором рабочего состояния конденсаторов и силовых транзисторов.