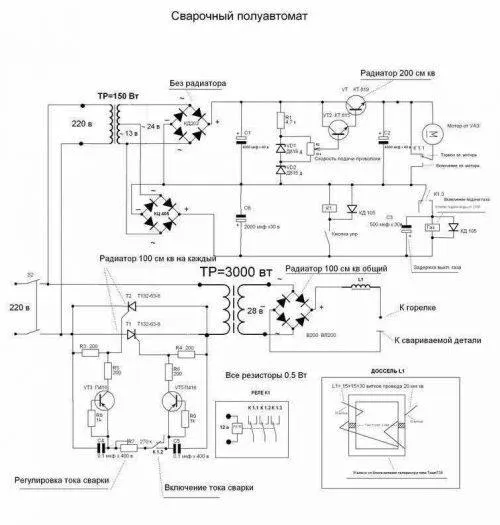
Силовые тиристоры на 200А получаются с хорошим запасом. Можно использовать и тиристоры на 160А, но они будут работать на пределе, необходимо использовать хорошие теплоотводы и вентиляторы. Используемые блоки B200 находятся на небольшой алюминиевой пластине.
Делаем сварочный полуавтомат своими руками
Машина, предназначенная для сварки изделий, обычно называется сварочным полуавтоматом. Эти машины могут быть различных типов и форм. Однако самое главное — это преобразовательный механизм. Он должен быть качественным, многофункциональным и безопасным для пользователя. Большинство профессиональных сварщиков не полагаются на китайскую продукцию и изготавливают оборудование самостоятельно. Схема инверторов DIY довольно проста. Важно учитывать цель, для которой собирается устройство.
Иногда для хорошего результата и бесперебойной сварки необходимо взаимодействие двух устройств.
Инверторные устройства также делятся на:
- Однокорпусные;
- Двухкорпусные;
- Толкающие;
- Тянущие;
- Стационарные;
- Передвижные, в комплекте которых есть тележка;
- Переносные;
- Предназначенные для начинающих сварщиков;
- Предназначенные для полупрофессиональных сварщиков;
- Предназначенные для профессиональных мастеров;
Что потребуется?
Самодельный аппарат, схема которого очень проста, состоит из нескольких основных элементов:
- Механизм с главной функцией, отвечающий за управление сварочным током;
- Источник сетевого питания;
- Специальные горелки;
- Удобные зажимы;
- Рукава;
- Тележка;
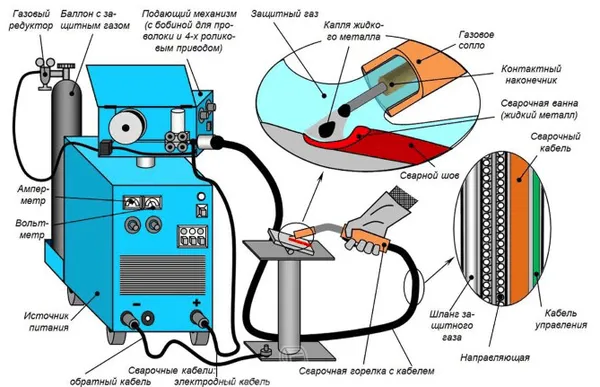
Схема сварки полуавтоматом под защитным газом:
Также мастеру понадобятся:
- Механизм, который обеспечивает подачу проволоки;
- Гибкий шланг, при помощи которого проволока или порошок будет поступать к сварному шву под давлением;
- Бобина с проволокой;
- Специальное устройство управления;
Принцип работы
Принцип работы инвертора включает в себя:
- Регулировку и перемещение горелки;
- Контроль и наблюдение за сварочным процессом;
При подключении аппарата к сети переменный ток преобразуется в постоянный. Для этого процесса необходим электронный блок, специальные выпрямители и высокочастотный трансформатор. Для качественной сварки такие параметры, как скорость подачи специальной проволоки, напряжение и напряжение для будущего аппарата должны находиться в равновесии. Для этих характеристик необходим источник тока дуги с дисплеем вольтметра. Длина дуги должна определяться определенным напряжением. Скорость подачи проволоки напрямую связана со сварочным током.
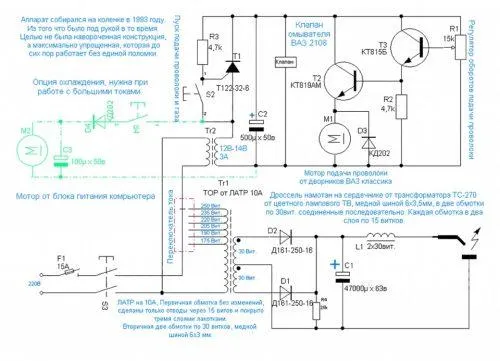
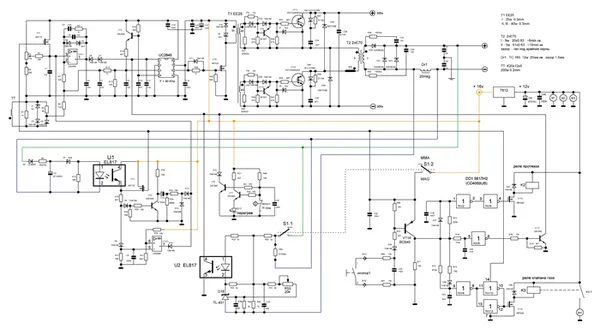
Схема самодельного устройства:
Из схемы устройства видно, что тип сварки оказывает сильное влияние на прогрессивные характеристики аппаратов в целом.
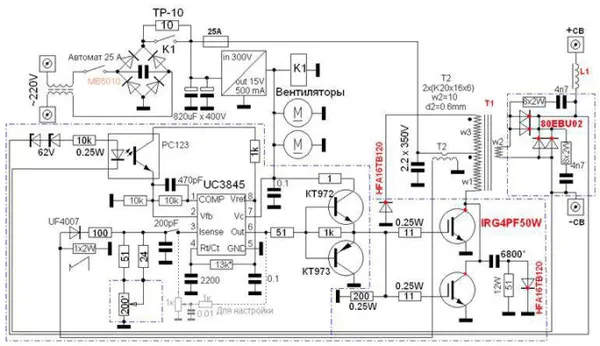
Электрическая схема самодельного аппарата:
Полуавтомат своими руками — подробное видео.
Особенности изготовления
Понимание того, как собрать сварочный полуавтомат, требует некоторых знаний в области электротехники, поскольку его изготовление — не самая простая задача. Самый простой способ — собрать его из инвертора. Чтобы это было возможно, он должен иметь мощность не менее 150 ампер.
Также важно, чтобы сварочный полуавтомат имел пусковую цепь.
В этом случае необходимы 150-амперный трансформатор, барабан, блок управления, кабельный подвод, труба подачи газа и труба подачи газа.
Лучше всего поместить все вышеперечисленные детали в специальный корпус. Например, в корпусе персонального компьютера или микроволновой печи.
Инструменты и материалы
Некоторые материалы, необходимые для сборки данного устройства, уже были упомянуты. Однако полный список компонентов приведен ниже:
- 150-амперный инвертор;
- механизм подачи проволоки;
- газовая горелка;
- шланг подачи, что выполняет роль направляющего рукава;
- газовый шланг;
- катушка с проволокой присадки;
- электронный блок управления.
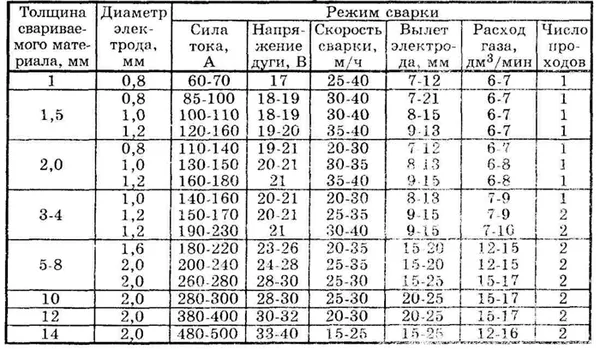
Как видите, большинство упомянутых деталей подходят без каких-либо изменений. Только механизм подачи проволоки необходимо немного изменить, чтобы процесс происходил с той же скоростью, что и плавление. Кроме того, необходимо предусмотреть контроллер, так как скорость можно изменять. Это даст эффект:
- диаметр проволоки;
- тип;
- категория материалов, что свариваются.
Пошаговая инструкция
Вот теперь пошаговая инструкция по сборке сварочного полуавтомата из китайских комплектующих:
- немного будет сказано о схеме;
- разберёмся, как произвести подготовку трансформатора;
- произведём подбор корпуса;
- разберёмся с блоком управления и катушками;
- создадим охладительный механизм.
Схема
Принципиальную схему самодельного сварочного полуавтомата можно найти во всемирной паутине. Различные версии практически не отличимы друг от друга. Их основными составляющими являются чертежи и описание конкретной модели рассматриваемого аппарата. Учитывая небольшое количество различий, целесообразно рассмотреть некоторые общие модели.
Как правило, кабельный питатель приводится в движение небольшим электродвигателем. В этом случае лучше использовать регулятор стеклоподъемника, который поставляется с каждым автомобилем.
Однако работа этой части устройства должна регулироваться. Для этого можно использовать ШИМ-регулятор. Качество сварки полностью зависит от правильной подачи проволоки. Она должна быть равномерной и точной, без перебоев.
Что касается подачи газа, то она должна быть отрегулирована соответствующим образом. Лучше всего открыть газовый клапан за несколько минут до начала подачи электрода. При неправильной настройке может произойти преждевременное плавление, и электрод загорится вместо ванны. В такой ситуации, конечно, невозможно получить качественный и стабильный сварной шов.
Необходимая задержка проволоки в точке сварки может быть реализована с помощью реле. Подающий клапан можно снять с автомобиля с помощью автоматического воздушного клапана. В качестве альтернативы можно использовать электрический клапан от редуктора баллона.
Это примерное представление полуавтомата, описывающее основные части машины. Конечно, другие модели могут иметь модификации, но принцип работы везде одинаков.
Подготовка трансформатора
Трансформатор является основным компонентом самодельного сварочного аппарата, сделанного на основе инвертора. Следует знать, что в большинстве случаев при импровизации его получают из обычной микроволновой печи, просто перестраивая ее. Это основной элемент, который приводит в движение сварочный процесс. Обычно он работает по принципу редуктора. Это связано с тем, что напряжение в сети довольно высокое, поэтому необходимо снизить его до необходимого значения.
Модификация данного устройства заключается в создании определенного количества витков в первичной и вторичной обмотках, так как трансформатор СВЧ относится к типу повышающих трансформаторов, а в данном случае требуется наоборот.
Работа данного устройства заключается в следующем: При подключении первичной цепи к сети на нее подается переменный ток, который формирует магнитный поток. В обмотках индуцируется ЭДС, которая зависит от наличия определенного количества витков кабеля.
Чтобы максимально упростить ситуацию, обмотка со 100 витками в первичной обмотке и 5 витками во вторичной дает коэффициент трансформации 20. Это дает напряжение около 11 вольт, что почти в 20 раз меньше, чем в сети.
Как переделать инверторный трансформатор
Прежде чем использовать инвертор для самодельного полуавтомата, его трансформатор должен претерпеть некоторые изменения. Сделать такие изменения своими руками несложно, но нужно придерживаться определенных правил.
Для того чтобы привести характеристики трансформатора инвертора в соответствие с характеристиками полуавтомата, необходимо обмотать его медной лентой, на которую будет нанесена обмотка из термобумаги. Следует отметить, что для этой цели нельзя использовать обычный толстый провод, так как он сильно нагревается.
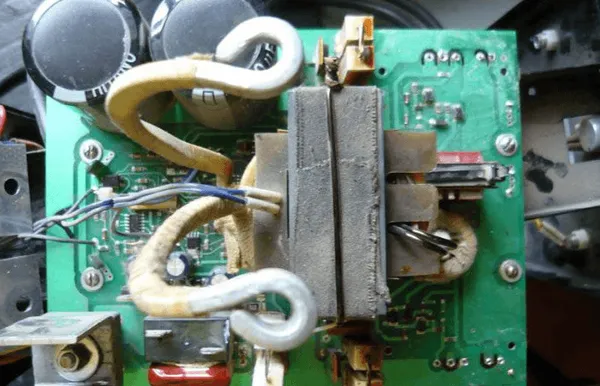
Реконструированный инверторный трансформатор
Вторичную обмотку инверторного трансформатора также необходимо перемотать. Это делается путем намотки катушки из трех слоев жести, каждый из которых изолирован фторопластовой лентой; концы существующей катушки и катушки, изготовленной своими руками, должны быть сварены вместе, что увеличивает проводимость токов.
В конструкции инвертора, используемого для установки в сварочный полуавтомат, обязательно должен быть предусмотрен вентилятор, который необходим для эффективного охлаждения аппарата ине.
Настройка инвертора, используемого для полуавтоматической сварки
Если вы решили самостоятельно собрать сварочный полуавтомат с инвертором, то сначала необходимо обесточить аппарат. Выпрямители (входной и выходной) и силовые ключи должны быть помещены в теплоотводы, чтобы избежать перегрева.

Силовые диоды в дополнительных теплоотводах
В той части корпуса инвертора, где расположен теплоотвод, следует также установить датчик температуры для отключения устройства в случае перегрева.
Когда все вышеперечисленные процедуры выполнены, можно подключить силовую часть устройства к его блоку управления и подключить его к сети. Когда загорится индикатор подключения к сети, к выходам преобразователя необходимо подключить осциллограф. С помощью этого прибора можно обнаружить электрические импульсы с частотой 40-50 кГц. Время между формированием этих импульсов должно составлять 1,5 мс, которое регулируется изменением величины напряжения, подаваемого на вход аппарата.
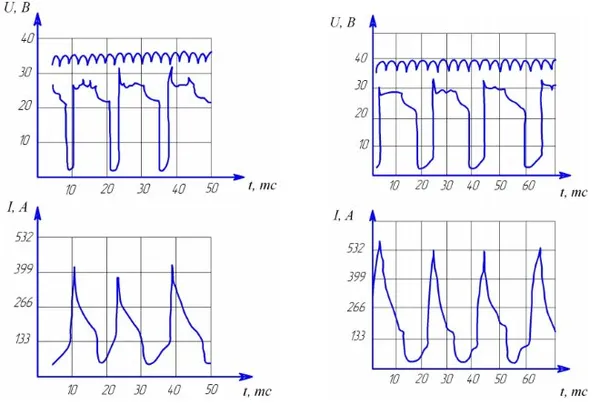
Форма волны сварочного напряжения и тока: слева — при обратной полярности, справа — при прямой полярности.
Также проверьте, чтобы импульсы, отображаемые на экране осциллографа, были прямоугольными и имели наклон менее 500 нс. Если все проверяемые параметры соответствуют требуемым значениям, преобразователь можно подключать к электросети. Ток, поступающий с выхода полуавтомата, должен быть не менее 120 А. Если значение тока меньше, это может означать, что на кабели устройства подается напряжение менее 100 В. В этом случае сделайте следующее: протестируйте блок, изменяя ток (и постоянно контролируйте напряжение на конденсаторе). Кроме того, необходимо постоянно контролировать температуру внутри блока.
После проверки полуавтомата его необходимо испытать под нагрузкой. Для этого к сварочным проводам необходимо подключить трансформатор тока с сопротивлением не менее 0,5 Ω. Такой трансформатор тока должен быть рассчитан на ток 60 A. Сила тока, подаваемая на сварочную горелку в таком состоянии, должна контролироваться амперметром. Если при использовании трансформатора тока сила тока недостаточна, необходимо эмпирически отрегулировать величину сопротивления трансформатора тока.
Как использовать сварочный инвертор
После запуска полуавтомата, который вы собрали самостоятельно, на дисплее инвертора должно появиться значение тока 120 A. Если вы все сделали правильно, то так оно и будет. Однако может случиться так, что на дисплее инвертора появится октет. Обычно это связано с недостаточным напряжением в сварочных кабелях. Лучше всего сразу найти причину этой неисправности и устранить ее как можно скорее.
Если все было сделано правильно, на дисплее будет правильно отображаться сварочный ток, который можно отрегулировать с помощью кнопок. Диапазон рабочего тока сварочных инверторов составляет 20-160А.
Порядок действий при полуавтоматической сварке кромок
↑ Мотаем сварочный трансформатор
Берем трансформатор ОСМ-1 (1 кВт), демонтируем его, железо откладываем в сторону, предварительно зарядив. Катушкодержатель должен быть изготовлен из текстолита толщиной 2 мм (оригинальный катушкодержатель очень слабый). Размер фланца: 147×106 мм. Размер остальных деталей: 2шт 130×70мм и 2шт 87×89мм. Вырежьте в щеках окно 87×51,5 мм. Каркас для катушки готов. Ищем обмоточный провод диаметром 1,8 мм, желательно с изоляцией из армированного стекловолокна. Но можно использовать и обычный эмалированный провод, например, ПЭТВ, ПЭВ и т.д.
Стекловолокно — лучшая изоляция, на мой взгляд.
Начнем с обмотки — первичной обмотки. Первичка содержит 164 + 15 + 15 + 15 + 15 + 15 + 15 + 15 витков. Между слоями изолируем тонкой стекловолоконной тканью. Провод должен быть как можно плотнее, иначе он не поместится, но у меня обычно с этим проблем не было. Я использовал стеклоткань из остатков того же дизель-генератора. Вот и все, первичная сторона закончена.
Продолжайте обшивку — вторично. Возьмите алюминиевый пруток 2,8×4,75 мм со стеклянной изоляцией (его можно купить в компании, занимающейся обшивкой). Вам понадобится около 8 м, но лучше иметь небольшой запас. ) Начинаем наматывать, укладываем как можно плотнее, наматываем 19 витков, затем делаем петлю для винта М6 и снова 19 витков. Начинаем и заканчиваем до 30 см для дальнейшей сборки. Есть небольшая неточность, мне лично для сварки больших деталей при таком напряжении не хватало тока в процессе, я намотал вторичную обмотку добавив 3 витка на зажим, что в сумме у меня получилось 22+22. Обмотка сидит хорошо, так что если мотать аккуратно то должно получиться. Если в первичной обмотке попадется эмалированный провод, то нужно замочить катушку в эмали, я замочил ее в эмали на 6 часов.
Соберите трансформатор, включите его в розетку и измерьте ток холостого хода — около 0,5 А, напряжение на вторичной обмотке — от 19 до 26 вольт. Если это так, то трансформатор можно отложить в сторону, он нам пока не нужен.
Вместо ОСМ-1 для силового трансформатора можно взять 4 штуки ТС-270, но у них немного другие размеры, да и делал я его только сварочным аппаратом, намоточные данные не помню, но можно рассчитать.
↑ Будем мотать дроссель
Возьмите трансформатор ОСМ-0, 4 (400 Вт), возьмите эмальпровод диаметром не менее 1,5 мм (у меня получилось 1,8). Намотать 2 слоя с изоляцией между слоями, установить плотно. Затем берем алюминиевый стержень 2,8х4,75 мм и наматываем 24 витка, сделаем 30 см от свободных концов обруча. Монтируем сердечник с расстоянием 1 мм (вставляем кусочки текстолита). Дроссель можно намотать и на железе телевизора с цветной трубкой, например, ТС-270, только виток на него надевается один.
Для питания схемы управления у нас остался один трансформатор (у меня сборный). Он должен выдавать 24 вольта при силе тока около 6 ампер.
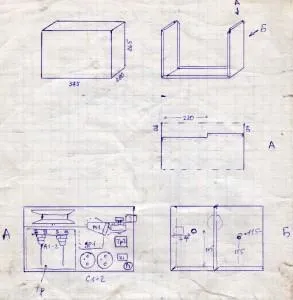
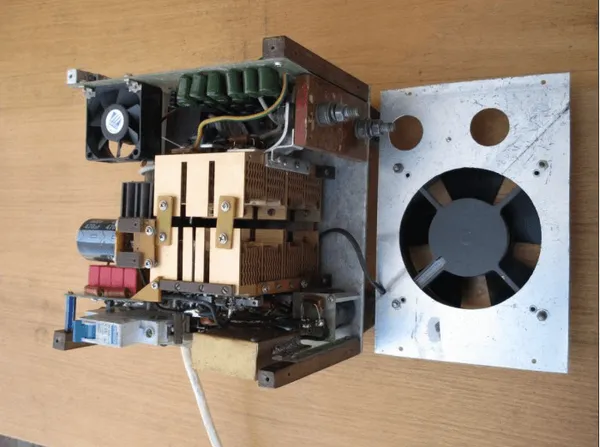
↑ Корпус и механика
Теперь, когда мы привели трансиверы в порядок, мы можем обратить наше внимание на корпус. На планах не показаны 20-миллиметровые закругления. Углы приварены, все прутки — 1,5 мм. Основание механизма изготовлено из нержавеющей стали.
 Мотор М применен от стеклоочистителя ВАЗ-2101. Убран концевик возврата в крайнее положение.
Мотор М применен от стеклоочистителя ВАЗ-2101. Убран концевик возврата в крайнее положение.
Для создания тормозного усилия в спиральной пружине используется пружина, первая, которую мы нашли в наших руках. Эффект торможения увеличивается при сжатии пружины (т.е. при затягивании гайки).


Переделка сварочного инвертора в полуавтомат
Сварочный полуавтомат — это востребованное оборудование для профессионалов и «сделай сам», особенно для ремонта кузова автомобиля. Аппарат выпускается в стандартной комплектации. Однако многие владельцы инверторных сварочных аппаратов интересуются, можно ли переделать инверторный аппарат в полуавтомат, чтобы не покупать еще один сварочный аппарат. Превращение инвертора в полуавтомат своими руками — задача довольно сложная, но при наличии сильного желания вполне выполнимая
Давайте сначала рассмотрим возможные варианты переделки инвертора в сварочный полуавтомат.
Способ 1
Для создания полуавтомата вам обязательно понадобится так называемый головной блок. Это сам сварочный аппарат, который будет настраивать рабочие параметры для зажигания дуги. Не каждая модель инвертора подходит в качестве головного устройства. Вы должны выбрать достаточно мощный сварочный аппарат. Изменить вольт-амперную характеристику можно с помощью регулятора широтно-импульсной модуляции. Но, во-первых, не у каждого мастера есть такое устройство. Во-вторых, процесс измерения очень утомителен и занимает много времени. И, наконец, провести все исследование может только человек с достаточно высоким уровнем знаний в области электротехники. Поскольку вариант с ШИМ-тестером не по карману рядовому сварщику, рекомендуется более простой способ. Во-первых, выбранный дозатор должен корректно выполнять все необходимые функции. Во-вторых, для создания полуавтоматического аппарата вам понадобится патрон. Этот компонент, предназначенный для люминесцентных ламп, можно приобрести в любом магазине запчастей. Выходное напряжение катушки используется в качестве входа обратной связи. Точное составление принципиальной схемы и выполнение необходимых сборочных процедур показано в следующем ролике.
Способ 2
- купить механизм подачи проволоки, в комплекте к которому поставляются все необходимые провода и коммутационные разъемы;
- подключить механику подачи к инверторному сварочному аппарату;
- подобрать вольт-амперную характеристику для работы с конкретным типом проволоки.

Механизм подачи проволоки с Алиэкспресс
По сути, механизм подачи проволоки работает как фронтальный аксессуар, расширяющий возможности сварочного инвертора. Однако он более надежен и не требует от пользователя специальных знаний. Кроме того, полученный полуавтомат обладает максимальной гибкостью и простотой: его можно быстро настроить на работу с конкретным материалом и проволокой.
Способ 3
Этот метод требует от пользователя большой подготовки. Во-первых, он должен найти инверторный сварочный аппарат с подходящей мощностью, а не средней. Выбор аппарата определенного класса должен быть максимально простым. Идеальным будет такой аппарат, который
- есть шунт на выходе;
- в блоке первичного преобразования используется трансформатор тока;
- компоновка ZX-7.
Рекомендуется выбирать аппараты без дополнительных опций управления и функциональных возможностей, чтобы облегчить жизнь сварщика. Конвертер не должен иметь горячего старта, простого зажигания и форсажа дуги.
Подробный алгоритм переделки
Такой тип конвертера довольно сложен для обычного пользователя. Однако он вполне подходит для тех, кто любит собирать инструменты своими руками и знаком с электрическими схемами.
Необходимые материалы и инструменты
Для сборки машины вам понадобятся следующие детали:
- инверторный сварочный аппарат;
- горелка, а также специальный гибкий шланг, внутри которого проходят газопровод, направляющая для проволоки, силовой кабель и электрический управляющий кабель;
- механизм для равномерной автоматической подачи проволоки;
- модуль управления, а также контролер скорости двигателя (ШИМ-контроллер);
- баллон с защитным газом (углекислотой);
- электромагнитный клапан для отсекания газа;
- катушка с электродной проволокой.
Чтобы собрать самодельный полуавтомат из сварочного инвертора, он должен вырабатывать сварочный ток не менее 150 ампер. Инвертор должен иметь ток не менее 150 мА, но его необходимо несколько модернизировать, так как вольт-амперная характеристика (ВАХ) инвертора не подходит для сварки электродной проволокой под защитным газом.
Но об этом подробнее позже. Прежде всего, необходимо выполнить конструкцию полуавтомата, т.е. механизма подачи проволоки.
Механизм подачи электродной проволоки
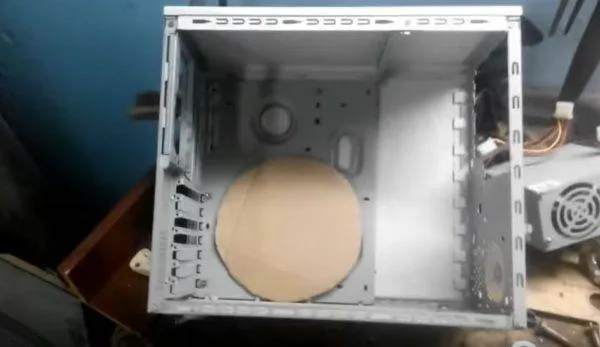
Поскольку механизм подачи размещается в отдельной коробке, для этой цели идеально подходит корпус компьютерной системы. Блок питания не обязательно выбрасывать. Его можно адаптировать к работе устройства подачи.
Сначала измерьте диаметр катушки проволоки или вырежьте окружность по эскизу на бумаге и поместите ее в коробку. Вокруг катушки должно быть достаточно места для размещения других компонентов (подачи, шлангов и механизма протяжки проволоки).
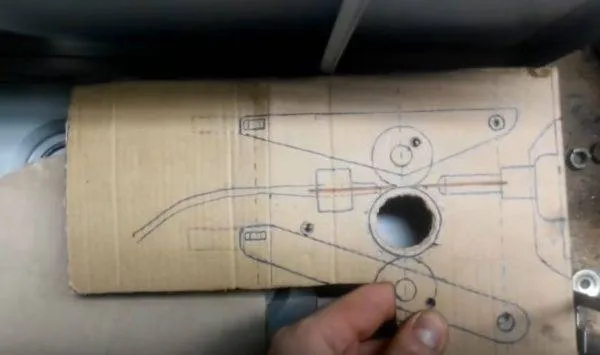
Механизм протягивания проволоки сделан из механизма автомобильного стеклоочистителя. Необходимо спроектировать раму, в которой также будут размещены прижимные ролики. Схема должна быть нарисована в масштабе на плотной бумаге.
Наконечник. Соединительный патрубок для шланга горелки и шланг к самой горелке можно изготовить самостоятельно. Однако лучше купить готовый комплект, который имеет приемлемую цену.
Питающий кабель должен быть установлен в корпусе таким образом, чтобы до соединения было легко добраться.
Чтобы обеспечить равномерное втягивание кабеля, все компоненты должны быть закреплены точно напротив друг друга. Цилиндры должны быть отцентрированы относительно отверстия для входного штуцера, которое находится на соединителе труб.
В качестве роликовых направляющих можно использовать подшипники подходящего диаметра. В них на токарном станке обрабатывается небольшой паз, в который направляется электродная проволока. Для корпуса станка можно использовать фанеру толщиной 6 мм, текстолит или прочную пластиковую плиту. Все элементы крепятся к основанию, как показано на следующем фото.
Полуавтоматическая сварка из инвертора
Чтобы превратить инвертор в сварочный полуавтомат, нужны три основных блока. Электрический блок, обеспечивающий питание от инвертора и функцию сварки, блок подачи проволоки и горелка с соплом. Горелка создает газообразную среду в виде облака защитного газа, который предотвращает окисление расплавленного металла. Это достигается с помощью баллона с углекислым газом, подсоединенного к машине через шланг и входной патрубок. Если для создания защитной среды используется наполнитель со специальным покрытием, баллон не требуется. Этот метод широко используется среди мастеров.
Горелка заменяет привычный для сварщиков держатель электрода. Он выглядит как пистолетная рукоятка с ручкой для подачи проволоки.
Она подается в тонкий канал внутри прорезиненного шланга, соединяющего полуавтомат с горелкой. Канал подачи газа для сварки находится в том же шланге и заканчивается соплом на конце горелки.
Для качественной сварки инверторный полуавтомат должен поддерживать постоянное напряжение на выходе, как и заводской аппарат.
Необходимые инструменты и материалы
Чтобы собрать полуавтомат из инвертора своими руками, нужно подготовить необходимые комплектующие и оборудование.
Список инструментов и материалов:
- Инвертор с силой тока на выходе от 150 А.
- Механизм подачи проволоки, который перемещает ее без рывков и замедлений.
- Газовая горелка для плавления ванны.
- Подающий шланг, который будет служить направляющим рукавом для движущейся к рабочей зоне проволоки.
- Газовый шланг, подающий защитный углекислый газ к месту сварки.
- Катушка с присадочной проволокой.
- Блок электроники для управления работой сварочного полуавтомата. Здесь настраиваются сила тока, напряжение и скорость работы.
- Схема сварочного полуавтомата.
Большинство компонентов используются без серьезных модификаций. Большинство основных компонентов уже имеются в наличии. Устройство должно быть регулируемым, так как скорость меняется в зависимости от типа свариваемых материалов, типа и диаметра проволоки.
Процесс переделки инвертора
В конечном преобразователе сначала необходимо переделать трансформатор, который вставляется в аппарат. Он покрывается дополнительным слоем медной ленты и термобумаги.
Для сварочного трансформатора нельзя использовать обычную медную проволоку. Она сильно перегревается во время сварки и может остановить работу всего сварочного полуавтомата.
Вторичная обмотка трансформатора также должна быть обработана. Она обматывается в три слоя фольгой, изолированной тефлоновой лентой. Концы обмотки свариваются. Обработка значительно увеличивает проводимость
Важным элементом является вентилятор, который охлаждает аппарат и защищает его от перегрева.
Полуавтомат из сварочного трансформатора
Старый сварочный трансформатор, который долгое время пылился в гараже, можно превратить в действующий сварочный полуавтомат.
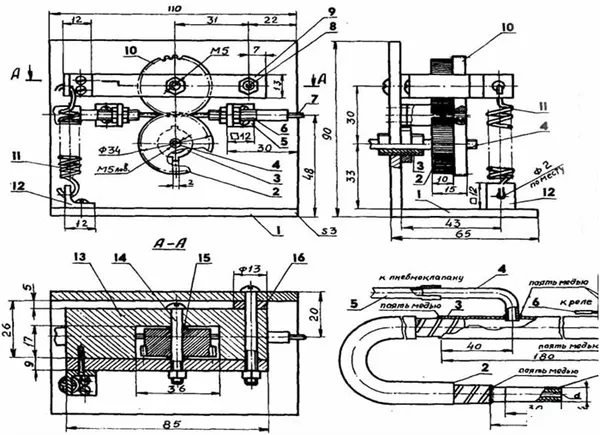
Рисунок 10 — Схема полуавтомата из сварочного трансформатора.
Старый аппарат с выпрямителем и выходом постоянного тока не нужно переделывать. Если трансформатор использовался для сварки переменным током, его необходимо модифицировать.
Блок преобразования тока
С помощью фильтра и диодного моста трансформатор может быть преобразован в источник постоянного тока. Диодная схема выпрямляет вторичное напряжение, а фильтр обеспечивает стабильную дугу за счет сглаживания импульсов.
После выпрямления напряжение преобразуется в синусоиду — импульсное напряжение с частотой 100 Гц. Дважды за один период наблюдается нулевое значение. При таком использовании напряжения дуга горит нестабильно, что негативно сказывается на процессе сварки. Подключение фильтра позволяет сгладить имеющиеся провалы напряжения.
Подключение фильтра
Фильтр состоит из последовательной катушки в сварочной цепи и параллельного конденсатора. Такая комбинация емкости и индуктивности называется L-образным фильтром из-за схемы соединения элементов на диаграмме.
Конденсатор для полуавтоматической схемы — это полярный электролитический конденсатор. Его емкость должна быть не менее 10 000 мкФ, больше — лучше. Напряжение конденсатора должно быть 100 В или более, чтобы обеспечить резервирование. Параллельно сваренные конденсаторы суммируются, поэтому можно использовать конденсаторы меньшего размера.
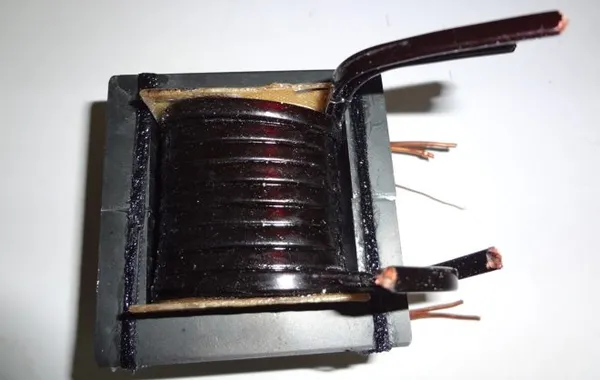
Дроссельный узел
Дроссель изготавливается путем намотки старого трансформатора подходящих размеров. Для этой цели подходит сетевой трансформатор мощностью не менее 250 Вт, взятый из старого цветного телевизора с трубкой. Обычно он имеет две катушки в закрытом овальном сердечнике, состоящем из двух частей. Его необходимо разобрать, отсоединить провода и извлечь катушки.
Для намотки необходим плоский медный стержень подходящего сечения. Вместо зачищенного провода стержень наматывается вручную в два слоя на каждую катушку. В результате должно получиться 15-20 витков. Половинки сердечника складываются, и между ними вставляется текстолитовая прокладка толщиной 1,5 мм. Катушки устанавливаются на место и соединяются последовательно.
Для сварки навесным сварочным полуавтоматом нужны горелка, устройство для подачи проволоки, шланг для подачи проволоки и углекислый газ.
Полуавтомат Саныча
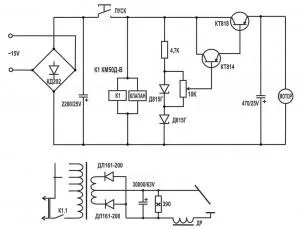
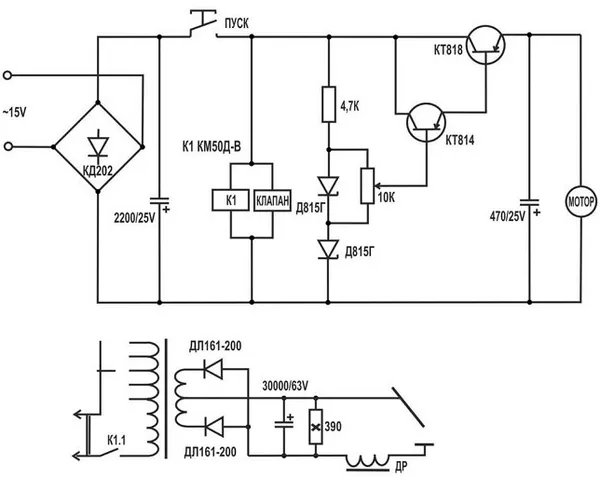
Ремесленник Саныч предлагает схему сварочного полуавтомата, которая проста и доступна для начинающих.
Предложенная конструкция характеризуется мягким свистом дуги, в то время как оборудование в мастерской имеет звук потрескивания и щелчков. Жесткая работа достигается за счет выходной характеристики трансформатора 18-25 В.
Трансформатор состоит из четырех сердечников TC-270, соединенных вместе. В результате получается почти 2 тысячи ватт. Это более чем достаточная мощность. Первичная обмотка (180+25+25+25+25+25) выполнена проводом диаметром 1,2 мм. Для вторичной обмотки (35+35+витков) используется распределительная шина сечением 8 мм². Количество витков вторичной обмотки находится в последнюю очередь, поэтому лучше всего сделать еще несколько витков на каждом плече. Затем излишки можно намотать снова.
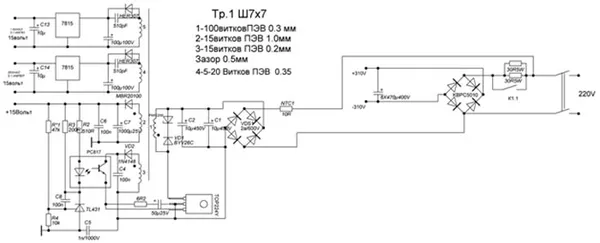
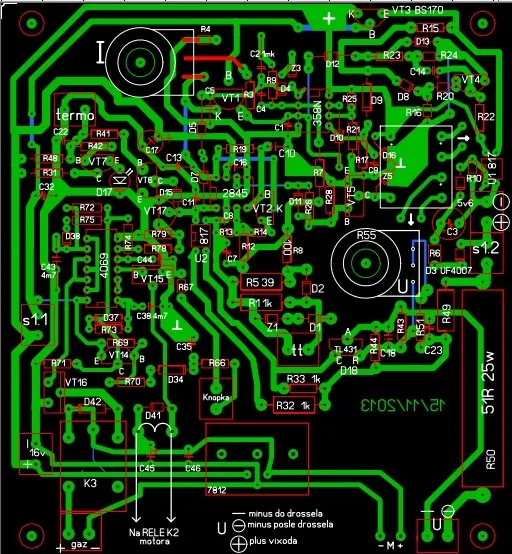
Принципиальная схема сварочного аппарата:
Схема выпрямителя представляет собой двойной полукруг. Для коммутации тока используется двойной галетник. Два диода в небольшом теплоотводе. Рекомендуется использовать конденсаторы не менее 30к мкФ.
Секция питания включается одним из мощных контакторов, например, модели KM-50D-V или KP-50D-V. Он имеет номинальное напряжение 27 В и стабильно работает при 15 В. Контактор обеспечивает высокую коммутационную способность при малом токе 300-400 мА.
Питающий трансформатор TC-40 перематывается на выходное напряжение 15 В.
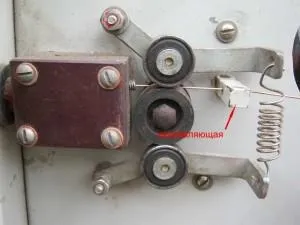
Для механизма отключения используется ролик диаметром 25-28 мм. В направляющей сделан паз шириной 0,5 мм и глубиной 1 мм. Она крепится к валу двигателя с помощью гайки. Выходная мощность регулятора составляет 6 В и достаточна для оптимального питания. Если нижний предел превышен, выбирается регулятор с более низким рабочим напряжением.
Ручка изготовлена из текстолитовых пластин толщиной 10 мм. Посадочные места выполнены с помощью сверлильного станка и фрезы.
Защитная трубка удерживается с обеих сторон распорными кольцами. Подходящие фитинги имеют рифление в целях безопасности.
Для корпуса необходим железный лист толщиной 1 м с двойным фланцем по краю. Вентилятор охлаждения устанавливается на задней стенке, прямо напротив трансформатора. Сварочный аппарат перемещается на колесах
Смонтированный сварочный полуавтомат включается в розетку для тестирования. Он не должен перегреваться и четко реагировать на регулировку тока. Также проверяется изоляция трансформатора. Если есть какие-либо дефекты, необходимо установить дополнительную изоляцию. Следует также проверить подачу провода: насколько равномерно и быстро он подает провод. Устройство находится в хорошем рабочем состоянии более 10 лет.
Качественный и построенный своими руками полуавтомат будет служить своему владельцу долго и надежно, а если у вас есть опыт постройки сварочного полуавтомата своими руками — поделитесь им в комментариях к этой статье.
Создание полуавтомата из сварочного инвертора
Прежде чем использовать инвертор в качестве основы для сварочного полуавтомата, необходимо провести некоторые манипуляции с его составным трансформатором. Его нужно переделать, а переделка инвертора в полуавтомат не требует особых знаний и усилий, а может быть выполнена легко, если следовать некоторым правилам. Все, что нужно сделать — это нанести дополнительный слой, который должен состоять из медной ленты и термобумаги. Обратите внимание, что ни в коем случае нельзя использовать для этих целей обычную медную проволоку, так как она может перегреться в процессе и вывести из строя все устройство.
Вторичная обмотка также требует определенных манипуляций. Согласно инструкции, необходимо наложить три слоя олова, изолированных фторопластовой лентой. Концы оловянного листа и наложенного оловянного листа должны быть сварены вместе. Эта простая операция значительно увеличивает проводимость токов.
Очень важно, чтобы инвертор был оснащен вентилятором для охлаждения устройства и предотвращения перегрева.
Механизм подачи проволоки
Устройство подачи проволоки для полуавтомата можно приобрести почти в каждом магазине электротоваров. Но его можно изготовить и самостоятельно из имеющихся материалов. Специалисты рекомендуют приобрести двигатели от автомобильных стеклоочистителей, несколько подходящих металлических листов, рычаги с подшипниками и цилиндр диаметром 2,5 см, который должен быть установлен на вал двигателя. Подшипники, в свою очередь, устанавливаются на листы. Полученная конструкция прижимается к ролику с помощью пружины. Проволока, намотанная на ролик, протягивается между подшипником и роликом. Все компоненты устанавливаются на пластину из прочного пластика толщиной не менее 1 см. Провод провода должен находиться на одной линии с местом соединения подводящей трубы.
Подготовка трансформатора заключается в сооружении дополнительной обмотки, монтаже необходимой арматуры и проверке подключения к электросети. Собранный сварочный аппарат должен исправно работать, не перегреваться после подключения к сети и, прежде всего, полностью реагировать на регулировку тока.
Также очень важно проверить изоляцию и при обнаружении каких-либо проблем установить дополнительную изоляцию. Затем проверьте работу подающего устройства, скорость и плавность подачи проволоки.
Когда вы подготовили и проверили функциональные части, можно приступать к работе.
Источник питания
Электропитание для полуавтоматической сварки может поступать от различных источников, например, от инвертора, выпрямителя и трансформатора, упомянутых ранее. Питание сварочного аппарата осуществляется от трехфазной сети. При самостоятельном изготовлении аппарата рекомендуется использовать инвертор.
Если вы будете следовать правильным рекомендациям и выбирать правильные компоненты, вы получите высококачественный самодельный аппарат, который прослужит вам долгие годы и станет отличным помощником при мелком ремонте в домашних условиях.