Данный вид оборудования представляет собой электрический инструмент. Инструмент позволяет соединять отдельные части медных систем мягкой или твердой пайкой. Электрический паяльник оснащен прижимным щипцом.
Как правильно паять медные трубы – материалы и инструменты, правила выполнения работ
Использование меди и медных сплавов уже не редкость в современных системах отопления, но все чаще применяется в водопроводных и газовых сетях, современных системах кондиционирования и системах охлаждения всех видов. При выполнении монтажных работ важно знать, как правильно сваривать медные трубы.
Как соединяют медные трубы
Сварка в основном используется для создания прочных соединений для этих типов изделий. Этот старомодный метод соединения медных изделий предполагает смачивание контактной поверхности специальным расплавленным сварочным раствором — швом.
Изучая, как сваривать медные трубы, следует помнить, что для создания надежного сварного контакта температура плавления клея должна быть как минимум ниже температуры плавления соединяемых труб. Если вы свариваете медные трубы самостоятельно, вам следует быть особенно осторожным. Преимуществом является хорошее знание техники сварки медных труб.
Достоинства сварного метода соединения медных труб
Существует множество положительных отзывов о надежности медных сварных соединений, что делает их еще более популярными.
К основным положительным характеристикам сварки меди относятся следующие:
- Сварные медные изделия получаются очень прочными и долговечными.
- Медь относится к наиболее простым в обработке и доступным материалам.
- Сварочный контакт имеет очень значительный простор при выборе наиболее подходящих условий – т.н. «регулировка режима сварки».
- Обустраивая соединение методом пайки, нет необходимости в наличии стандартных переходников и фитингов. Таким образом достигается заметная экономия финансов при организации системы отопления.
Виды медных труб и их использование
Два наиболее распространенных типа медных труб — неотожженные и отожженные. При литье происходит потеря эластичности, что необходимо для некоторых конструкций, например, в жилищном строительстве. Эластичность восстанавливается путем запекания при температуре до 700°C. Отожженные медные трубы дороже, но более эластичны и выдерживают большие перепады температур. Однако у них есть один явный недостаток — потеря прочности изделия, которая теряется при нагревании до температур, близких к температуре плавления.
Неразогретые трубы нельзя согнуть, но они гораздо прочнее. Для соединения медных труб используются фитинги, которые соединяются при помощи сварки. Различная толщина стенок позволяет подобрать изделие по параметрам прочности и теплоотдачи. Отожженные материалы продаются в пучках по 25-50 метров; медные трубы обычно поставляются меньшего диаметра. Неотожженный материал продается в наборах различной длины.

Что необходимо для пайки труб из меди
Главное преимущество сварки меди своими руками заключается в том, что вам не нужно покупать дорогостоящее оборудование. Для того чтобы правильно выполнить процесс сварки, вам понадобятся инструменты, которые можно найти в любой мастерской или на складе:
- Горелка, как правило, используется газобаллонного типа. Для пайки небольших медных труб может использоваться ручная горелка на бензине, однако такое оборудование не безопасно при использовании.
- Труборез возможно приобрести на рынке комплектом или отдельно необходимого диаметра. Специальное приспособление позволяет разрезать мягкую медь не повредив грани, без деформации окружности. Конструкция некоторых моделей труборезов позволяет применять их при труднодоступных местах.
- Труборасширитель необходим ля получения необходимого диаметра, действие выполняется для качественного соединения при пайке. При одинаковом сечении возможно немного увеличить размер одной из стороны перед пайкой, что позволит наложить их друг на друга.
- Для снятия заусенцев, образованных после резки и фасок понадобится специальный инструмент. Перед пайкой медных труб необходимо воспользоваться фаскоснимателем, это позволит получить надежное, качественное изделие. На рынке предлагаются несколько вариантов снимателей, удобным в использовании считается круглое устройство, позволяющее обрабатывать мягкие металлы диаметром не более 4 см.
- Перед любым процессом спаивания детали подвергаются подготовке. Необходимо удалить с поверхности загрязнения и окислы, очистка которых производится специальными щетками или ершиками различного диаметра. Работа паяльником для медных труб различается на высоко и низкотемпературное воздействие.
- Для защиты от формирования воздушных масс при пайке медных труб, используются флюсы и пасты. Состав служит для предотвращения образования коррозии и окислов, а также способствует повышению прочности шва.
Помимо вышеупомянутых инструментов, вам также понадобятся материалы для точной разметки. Наиболее важными из них являются маркер, спиртовой уровень, рулетка, кисть и молоток для разметки. Существуют различные методы сварки, которые отличаются в основном составом клея. Мягкая пайка используется в бытовой технике и выполняется с помощью оловянной проволоки.
Твердая пайка используется для соединений, которые подвергаются воздействию высоких температур.
Алгоритм пайки мягким припоем
Соединение медных изделий не представляет особой сложности для опытного мастера. Перед сваркой медных труб необходимо изучить процесс и подготовить определенные материалы:
- Резка кусков необходимой длины производится с помощью трубореза. При резке необходимо контролировать угол, для получения ровного отреза можно использовать строительный уголок.
- После резки подготовленного к пайке участка, происходит зачистка. Процесс подразумевает использование щетки, металлического ершика соответствующего диаметра. Важно знать, что нельзя использовать наждачную бумагу, при работе могут появиться царапины, металлический песок, что значительно понизит качество соединения.
- Вне зависимости от технологии пайки медных труб, один из концов соединяемых деталей расширяется специальным устройством. Диаметр увеличивается до состояния, когда второй конец свободно заходит, оставляя небольшой зазор.
- Зачищается расширенный конец металлической щеткой или ершиком, на противоположную сторону наносится паяльный флюс. Надежное соединение может быть достигнуто путем равномерного распределения флюса.
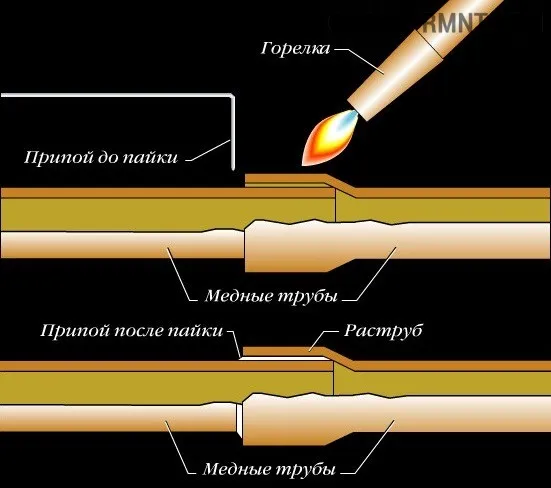
Перед сваркой медных труб подготовленные концы вставляются друг в друга, при этом излишки флюса удаляются. При низкотемпературной сварке фитинг нагревают до тех пор, пока флюс не станет серебристым, обычно при температуре около 350°.
Полностью нагретый шов обрабатывается клеем, который заполняет полости и поверхность шва. Процесс завершается, когда сварной шов покрывает всю окружность соединения. При сварке медных труб сварочными сплавами нельзя допускать деформации изделий в процессе охлаждения, так как это может повлиять на герметичность соединения.
После остывания места соединения остатки флюса удаляются ветошью.
Технология
Во время этого процесса поверхность между трубой и раструбом уплотняется связующим (термопластичным веществом). При высоких температурах сварной шов становится более текучим и заполняет пространство между гильзой и трубой, соединяя их вместе.
Для этого вида работ мастер использует переносной сварочный пост. Она состоит из газовых баллонов, редукторов, соединительных шлангов, резака и сварочной горелки. Сварочные станции необходимы для таких работ, как резка, сварка и металлообработка. Обычно они необходимы для высокотемпературной сварки, так как для высокотемпературной сварки требуется специальное оборудование, к которому относится переносная сварочная станция. Однако если вы хотите научиться сваривать и выполнять ремонтные работы самостоятельно, вам следует приобрести такую станцию.
Кроме того, для самостоятельной пайки необходимо ознакомиться с ГОСТ 19249-73 «Соединения паяные — основные типы и параметры». Стандарт устанавливает обязательные нормы для каждого вида продукции, объясняет аббревиатуры и классифицирует соединения.
Материалы и инструменты
Для сварки медных труб требуются специальные инструменты и материалы.
- Горелка для пайки. Главный инструмент, без которого не обойтись. Лучше выбрать газосварочный аппарат с регулировкой пламени. Часто используется пропановая газовая горелка, обычно у нее есть режим экономии газа и его подачи. Пламя мягкое и не обжигает медь. Можно выделить ацетиленовые кислородные горелки, они надежно и прочно спаивают детали. Ацетиленокислородные горелки бывают либо одноразовые с баллоном. Горелка бывает портативная либо стационарная. В отдельных случаях можно использовать паяльник.
- Припой для пайки медных труб. При пайке можно использовать либо высокие температуры (пайка называется высокотемпературной), либо относительно невысокие (пайка называется низкотемпературной).
Существуют паяные и мягкопаяные соединения.
- Низкотемпературные припои те, у которых температура плавления меньше 300C. Предел прочности у них составляет 16-100 МПа. Такие припои позволяют выполнить работу при температуре, которая почти не влияет на характеристики меди. Практика показывает, что это дает менее прочные швы. Низкотемпературные используют для водоснабжения и отопления. Всем известно, что свинец негативно влияет на здоровье человека, поэтому существуют бессвинцовые припои. Используются они в конструкциях трубопровода питьевой воды. Бессвинцовый припой, по большей части, состоит из олова, остальное – примеси. Такой материал обходится недешево.
- Припои для высокотемпературной пайки обладают температурой плавления выше 300C и пределом прочности 100-500 МПа. А также плотностью шва, устойчивостью к высоким температурам. Но требуется большой опыт работы, у новичков же встречаются частые ожоги меди, этот металл легко пережечь. Офлюсованные припои хороши тем, что в их составе и на поверхности присутствует флюс. Использование дополнительного флюса не нужно даже для сложных конструкций.
- Флюс. Это пастообразное вещество, наносят его на поверхность трубы и фитинга. Паста защищает от окисления меди. Следует отдавать предпочтение составам, где есть хлорид цинка. Существует множество вариантов флюса, он может быть во флаконе с кисточкой, но специалисты рекомендуют приобретать материал в виде пасты.
- Труборез. Инструмент для резки медных труб, одно из главных приспособлений. Все труборезы имеют похожую конструкцию и мало чем различаются. Труборезы отличаются друг от друга конструкцией, более длинные ручки у прибора дают возможность применять меньше усилий.
Для ремонтируемых и уже установленных труб подходят ножницы для массивных труб, но с маленькими ножницами работать гораздо сложнее.
- Труборасширитель. Инструмент для увеличения диаметра трубы, установки одной конструкции в другую.
- Фаскосниматель (кромкорез). Принадлежность, необходимая для зачистки поверхности и снятия фаски.
- Фитинги. Соединительные детали, имеющие разные назначения и размеры.
- Термопаста. Используют пасту для подогрева труб. Контакт и шов промазывают термопастой.
- Теплоотводящие пасты. Обеспечивают надежную защиту соединений от распайки, препятствуют изменению цвета материала в ходе эксплуатации.
- Щетки и ершики. Щеткой и ершиком убираются излишки флюса в ходе работы, очищают соединения.
- Щипцы для труб. В целях безопасности горячие, раскаленные трубы можно брать только щипцами.
- Защитные рукавицы. Когда паяют, плавится металл, который при любом неосторожном движении оставит ожог на вашей коже. Флюсы оставляют химические ожоги.
Пайка меди
Нанесите тонкий слой флюса на механически зачищенную трубу.
Затем установите фитинг, который также был механически зачищен.
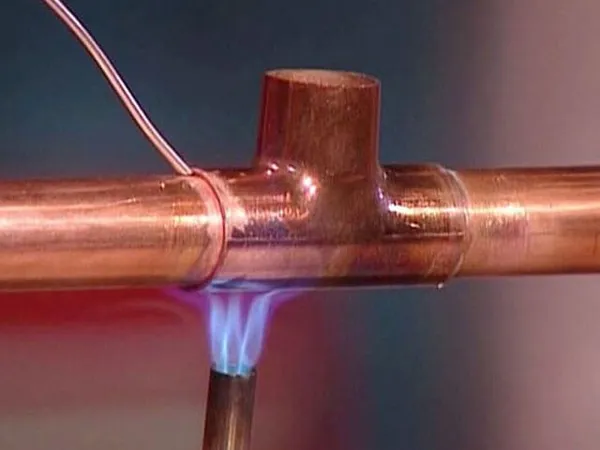
Нагрейте трубу газовой горелкой, пока медь не начнет обесцвечиваться под горелкой, затем добавьте припой.
Припой сразу же расплавится и под действием капиллярного эффекта немедленно проникнет в зазор фитинга.
Некоторые специальные цветовые оттенки:
1. особые специальные цвета.
Весь узел состоит из клапана, накидной гайки и прижимного кольца.
Нанесите небольшое количество флюса на внутреннюю сторону кольца.
Нагрейте в течение 10 секунд и быстро коснитесь клеевого соединения.
После остывания можно закручивать.
И, конечно, что нужно сделать, чтобы изготовить охладитель для натрия.
Нужно взять круглый грубый напильник и отрезать его, после чего фитинг можно вставить в трубу.
Затем фитинг можно вставить в трубу.
Техника безопасности
- В первую очередь, нужно помнить что медь сильно проводит тепло, и не стоит паять деталь, короче 30см просто держа в руках, это может привести к ожогам !
- При пайке медь сильно нагревается, и приобретает очень неприятные свойства, наносить очень сильные ожоги, в доли секунды, при прикосновении! Например, многие могут взять в руки уголёк из костра, и перекидывать из руки в руку не нанося себе вреда, но с медью такой фокус не пройдёт, ожог гарантирован!
- Во время пайки, флюс может капнуть на оголённые части тела, немедленно следует смыть водой, иначе может быть химический ожог!
- Во время работы вы должны быть одеты не в синтетическую одежду, не забывайте вы работайте с огнём, горячим металлом, и флюсом содержащим кислоту! Синтетика как правило легко воспламеняется и плавится!
- Не суйте флюс в глаза, ноздри, рот, уши и половые органы!
- При пайке откройте окно, не стоит дышать большим количеством дыма от сгоревшего Флюса!
27 Jun 11 17 Apr 23 110.6K
Пошаговая технология пайки меди
Сварка медных труб начинается с подготовки стыка. Качество подготовки имеет решающее значение для надежности соединения, поэтому этому процессу следует уделить много времени и сил.
Подготовка соединения
Как уже говорилось, срез трубки должен быть строго вертикальным и не иметь заусенцев, трубка не должна быть засорена, кромка должна быть ровной и гладкой. Если есть даже небольшие отклонения, берем фаску или наждачную бумагу и доводим срез до совершенства.

Затем берем фитинг и вставляем трубу. Часть, которая входит в раструб, нужно очистить. Вы вынимаете трубу и шлифуете окисленный слой с этой части трубы. Затем такую же работу проделывают с внутренней частью крана.
Нанесение флюса
Жидкость наносится на всю очищенную поверхность — снаружи трубы и внутри крана. Это несложно — используйте щетку, чтобы равномерно распределить средство.

Пайка
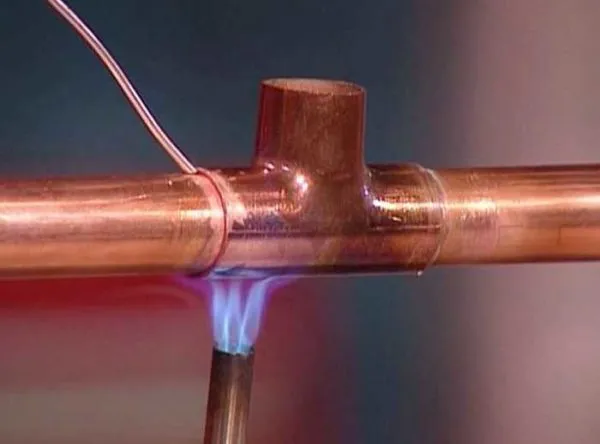
Обработанные куски трубы вставляются друг в друга и закрепляются. Если у вас есть помощник, он может придерживать детали. Если нет, вам придется делать это самостоятельно. Затем зажигается горелка, и пламя направляется на стык. Температура пламени — от тысячи градусов и выше, а нагревать соединение необходимо до 250-300 °С, и это занимает 15-25 секунд. Вы можете наблюдать за цветом флюса — как только он потемнеет, пора добавлять шов.
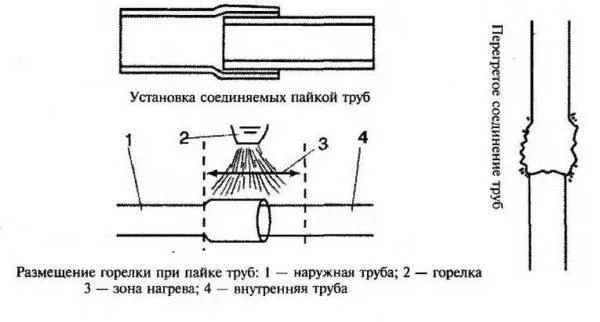
Чтобы нагрев был равномерным, направьте пламя горелки в центр шва. Тогда вся зона сварки будет прогреваться более равномерно.

Сварка добавляется в стык — в место соединения фитинга и трубы. По мере нагрева он начинает плавиться, растекается и заполняет зазор между деталями. Его можно наносить только на половину длины — как только он расплавится, он затекает в остальную часть соединения. Вот и все — сварка медных труб завершена. Все остальные соединения выполняются аналогичным образом.
При пайке все почти то же самое, только используются другие горелки — пламенные, и во время сварки нужно поворачивать трубу, наматывая на нее размягченный припой.
Низкотемпературный способ
Подробная процедура показана в видеоролике.
При сварке медных труб таким способом используются низкотемпературный клей и флюс. Для быстрого нагрева подходит бытовая горелка с газовым баллоном.
Внимание — газовый баллон может усилить пламя, если его перевернуть вверх дном, поэтому нагрев следует производить на одном уровне.
Зажгите горелку на стыке и равномерно нагрейте его, слегка надавливая на одну сторону. В то же время коснитесь края соединения припоем, размотанным с катушки — флюс должен начать менять цвет, и коснитесь стержня с флюсом.
Уберите горелку от паяного соединения. Капиллярное действие распределит металл в соединении, и припой изменит цвет с серого на серебристо-оловянный.

Кстати, некоторые сварщики медных труб утверждают, что капля на дне шва свидетельствует о полном капиллярном соединении. На практике это подтверждается в большинстве случаев, но не следует вводить слишком много припоя — в это время шов может перегреться.
Важно не перегреть паяное соединение в процессе нагрева. В противном случае жидкость закипит и не даст припою полностью заполнить шов — тогда шов придется зачищать и заново сваривать медную трубку, что не очень удобно.
Охлаждение происходит естественным образом. Не трогайте шов, пока он не остынет, чтобы не испортить работу.
Можно работать не только с газовой горелкой, но и склеивать трубки с помощью фена, паяльника и пинцета. Предел нагрева составляет 450 градусов.
Медь можно соединить с латунью, медь с нержавеющей сталью.
Высокотемпературный способ
Чтобы сварить две медные трубки таким способом, необходим профессиональный сварщик пламенем. Для заполнения колбы используется пропан + ацетилен или ацетилен и воздух.
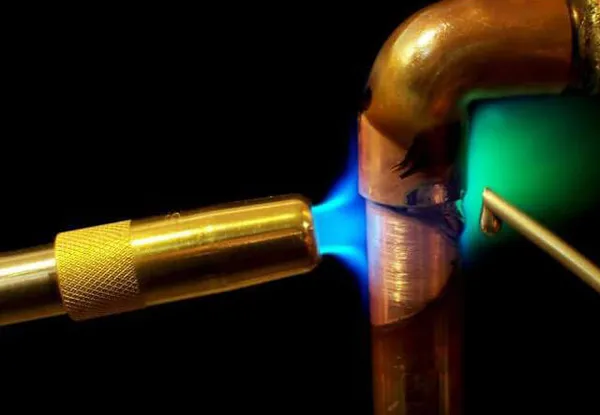
Монтажники медных труб советуют быстро прогреть весь шов — высокая температура пламени не должна перегревать металл. Цвет пламени — светло-голубой, труба большого диаметра нагревается по всей окружности.
В процессе нагрева цвет медного шва меняется с нормального на темно-вишнево-красный, что свидетельствует о достижении предельной температуры в 750 градусов. Теперь можно наносить сварной шов на рабочую зону. Горелка кратковременно прижимается к стержню для ускорения нагрева деталей, и происходит окончательное расплавление через нагретый шов. Шов должен быть полностью заполнен сварочным материалом.

Труба или фитинг охлаждается в естественных условиях. После охлаждения флюс стирается, чтобы предотвратить окисление металла рядом со швом после сварки сварочными сплавами. Для получения дополнительной информации смотрите видео.
Техника безопасности

Для правильной и безопасной сварки медных труб необходимо соблюдать определенные правила безопасности:
- Медь активно проводит тепло. Поэтому все детали, если их необходимо придерживать, берутся в руку только в рукавице или с помощью специальных клещей.
- Флюс – химически активный состав. Нельзя допускать попадание данной смеси на кожу и слизистые оболочки. Если это произошло, потребуется быстро промыть участок кожи водой.
- Одежда подбирается из материалов, плохо воспринимающих горение. Рукава – не болтаются.
- Место выполнения пайки медной трубы должно хорошо проветриваться, чтобы пары флюса не стали причиной ожога дыхательных путей или отравления.
- Готовые стыки протираются или промываются, ветошь с остатками флюса утилизируется.
- Газовые горелки контролируются на герметичность и хранятся в безопасных местах между применением.
- При работе другим оборудованием, потребуется подождать остывания. При охлаждении после работы медного паяльника до 20 градусов его можно убрать.
- Припой для пайки меди в расплавленном состоянии может стать причиной ожогов – нельзя допускать каплепадения.
Как правильно паять медные трубы, пошаговая инструкция
Поэтапный подход приведет к получению высококачественных швов. Не нужно торопить процесс, необходимо следовать всем правилам и рекомендациям.
Подготовка соединения
Первым шагом является подготовка необходимых фитингов с нужными размерами. Для резки используется труборез, который должен располагаться строго перпендикулярно трубе. Сначала труба зажимается на кронштейне устройства между лезвием и опорными роликами.

Затем затягивается винтовой механизм. Затем процесс резки повторяется. Так продолжается до тех пор, пока труба не будет окончательно разрезана.
Ножовка с металлическим полотном также может быть использована для резки кусков до нужного размера. Однако с помощью ножовки не всегда удается добиться прямого среза. Кроме того, при использовании ножовки образуется много металлической стружки. Поэтому необходимо тщательно следить за тем, чтобы металлическая стружка не попала в систему. Стружка может повредить дорогостоящее оборудование или вызвать засорение системы подачи.


Следующий шаг — использование расширителя труб или прокатного стана. Это увеличивает диаметр одной из частей, чтобы их можно было соединить вместе. Зазор между ними должен составлять 0,02-0,4 мм. Меньшие значения препятствуют проникновению клея, а большие не вызывают капиллярного эффекта.
Согласно стандартам, длина соединения должна соответствовать диаметру трубы.
Нанесение флюса
Флюс наносится ровным слоем в минимальном количестве на внешнюю поверхность изделия, вставленного в соединяемый участок.

Если это невозможно, следует использовать кисть. Должен использоваться инструмент без волокон.
Пайка
Процедура начинается с соединения секций труб. Это делается после использования потока.

При соединении трубы и фитинга последний элемент поворачивается до полной посадки в отрезке трубы. Этот процесс также распределяет поток по всему соединяемому участку. Если расходный материал выступает из зазора между деталями, его удаляют тряпкой или ветошью, так как это агрессивный химический состав.
Процесс низкотемпературной сварки начинается с включения горелки. Пламя направляется на соединяемый участок и непрерывно перемещается вдоль шва для его равномерного нагрева. После того как детали нагреты, в зазор между ними вводится сварной шов. Сварной шов начинает плавиться, когда соединение достаточно нагрето. В этот момент линза должна быть удалена из соединения, так как расходный материал заполняет зазор. Мягкий припой не нуждается в специальном предварительном нагреве. Расходный материал плавится от тепла нагретых компонентов.
Техника безопасности при пайке труб из меди
Никогда не следует пренебрегать мерами предосторожности, когда кто-то интересуется, как профессионалы паяют медные изделия. Первое, что следует помнить, — это то, что любая медная конструкция становится очень горячей под воздействием пламени горелки. Поэтому никогда не следует работать с компонентом незащищенными руками. Для работы с короткими деталями можно использовать плоскогубцы. Рекомендуется надевать перчатки.
Жидкость следует держать подальше от кожи. В этом случае агрессивный поток необходимо смыть мыльной водой.
Работу следует выполнять в плотно прилегающей одежде. Рекомендуется носить одежду из хлопка. Одежда из синтетических тканей не должна использоваться во время сварки, так как синтетические волокна легко плавятся.
Процесс сварки должен проводиться при хорошей вентиляции, так как флюс часто воспламеняется во время сварки. Это приводит к образованию опасных паров в воздухе.
После завершения монтажных работ систему необходимо промыть водой. Она должна быть теплой и чистой. Это позволяет слить излишки присадочного металла в систему труб.
Основные ошибки
Качественное соединение медных фитингов возможно только при наличии опыта. Нередко новички допускают следующие ошибки:
- Соединяются элементы с поверхностными дефектами, нередко возникающими при раскрое. Пайку нельзя выполнять поверх изъянов, так как не удастся получить прочный шов.
- Полностью не удаляются все загрязнения с места, где выполняется стык. Подготовка соединяемого участка включает очистку и избавление от жира.
- Детали недостаточно нагреваются, поэтому припой плохо соединяется с трубопроводами элементами. Целостность созданного шва легко нарушается даже при незначительном воздействии.
- Создается соединение недостаточной ширины. Его величина должна быть 7-50 мм, если стыкуются трубы, у которых диаметр составляет 6-108 мм.
- Поверхности элементов не полностью покрываются флюсом. Это не позволяет удалить с деталей все окислы. Поэтому создается не качественный шов.
- Сегменты перегреваются при соединении. Происходит выгорание флюса и образование окалины.
- Шов проверяется раньше времени. Операцию необходимо выполнять только после его остывания, иначе произойдет деформация соединения, что отрицательно скажется на прочности стыка.
Преподаватели хорошо знают все возможные ошибки. Многие из них даже сталкивались с ними на практике в начале своей карьеры. Чтобы снизить вероятность ошибок, рекомендуется проводить первую сварку медных труб под наблюдением профессионала.