Вводите шов в рабочую зону до тех пор, пока он не начнет выходить из рабочих зон между заготовками. Это обеспечивает оптимальную адгезию.
Пайка нержавейки
Сварка нержавеющей стали — сложная и трудная работа. Чтобы получить качественное соединение, необходимо соблюсти несколько условий, как при выборе материала, так и при выполнении сварочных процедур. Сварка сплавов с содержанием Ni или Cr до 25 % несколько проще.


Кроме Al и Mg, можно сваривать и другие металлы и сплавы. Оловянные сварочные сплавы — наиболее часто используемый любителями сварочный материал.
Особенности пайки нержавейки
Соединения на основе олова и жести можно использовать для ремонта изделий из нержавеющей стали и для сборки небольших, малонагруженных самодельных конструкций. Кухонную утварь и другие предметы повседневного обихода можно ремонтировать с помощью обычного паяльника и олова. При сварке нержавеющей стали на производстве используется более сложный процесс. Для ответственных применений используются специальные промышленные швы, содержащие Cr.< Ni, Mn хрома, никеля, марганца. Работать с ними приходится в защитной газовой атмосфере - аргона с добавлением трехфтористого бора. Как припой при пайке нержавейки используют чистую медь.
Чтобы провести тщательный ремонт, необходимо иметь необходимые материалы и оборудование и знать порядок действий. Для сварки нержавеющей стали в домашней мастерской вам понадобятся:
- электропаяльник мощностью 100 Вт (портативная пропановая горелка);
- флюс;
- обезжириватель (растворитель);
- абразивная бумага, проволочная щетка, надфиль;
- оловянный припой;
- ветошь;
- средства защиты: перчатки, респиратор, защитные очки или прозрачный щиток.

Кроме того, может потребоваться более мощный паяльник для первоначального нагрева громоздких деталей. Ортофосфорная кислота обеспечивает высокое качество обработки поверхности и быструю закалку.
Типы припоев
Сварочные сплавы из нержавеющей стали делятся на две основные группы:

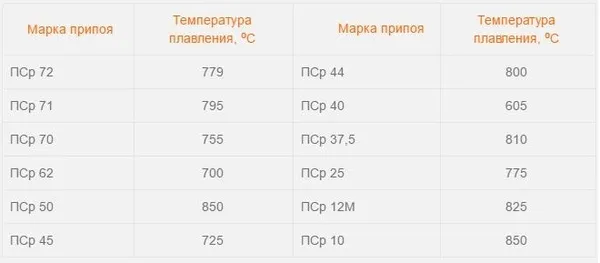
Мягкие — это привычные составы на основе Pb и Sn, относящиеся к классу PIC. Достаточное содержание олова повышает пластичность и текучесть, позволяет проникать во все микропористости поверхности и значительно улучшает адгезию. Кроме того, олово является хорошим раскислителем, что особенно важно при работе с нержавеющими сплавами. Недостатком таких сварных соединений является низкая прочность сцепления. Для получения более прочных сварных швов из нержавеющей стали используются сварщики с твердым покрытием. Твердые сварочные аппараты используются как в промышленности, так и в домашней мастерской. В сварочные сплавы добавляют до 30% технического серебра. Они выпускаются в виде тонких стержней и маркируются буквами PSr. Сварка ХТС — 528/назначение Если вы хотите сварить различные изделия из таких материалов, как нержавеющая сталь, медные сплавы, никель, чугун, используйте состав ХТС — 528. Он уже содержит флюс, а его температура плавления составляет не менее 750 °C.
Особенности
Для сварки нержавеющей стали можно использовать различные присадочные металлы. Особенность заключается в том, что материал должен содержать в основном олово. Мягкий припой традиционно имеет качество PIC. Преобладающее содержание олова делает его гладким и вязким.
Такой состав позволяет сварному шву проникать во все рабочие зоны, что значительно улучшает адгезию.
Еще одним преимуществом олова является то, что оно является отличным окислителем. Недостатком мягких сварных швов является низкая прочность сварного шва. Твердые сварные швы также содержат достаточное количество олова. В этот тип сварного шва добавляется серебро для повышения твердости. Клеи такого типа называются PSr.
Работа с оловянными сварными швами имеет много преимуществ.
- Доступность используемых материалов. Купить такой припой можно в большинстве магазинов по незначительной цене.
- Хорошая плавкость состава.
- Легкое проникновение материала в труднодоступные участки. Это обеспечивается хорошей текучестью состава.
Есть и недостатки, но они не столь существенны. Недостатками являются высокая текучесть сварного шва и низкая прочность шва (опять же из-за мягкости шва). Кроме того, свариваемые объекты не следует нагревать до температуры, при которой сварной шов начинает плавиться.
Например, если вы спаяете чайник и подожжете его, припой может в конце концов просто вытечь. В результате вместо сварного шва получится дыра, каким бы качественным он ни был.
Другая причина заключается в том, что трудно работать на наклонных и вертикальных поверхностях из-за высокой текучести клея.
Оборудование
Самое важное оборудование, которое необходимо подготовить к работе, — это паяльник мощностью не менее 80 ватт, но не более 100 ватт. Если паяльник имеет меньшую мощность, обрабатываемые поверхности не будут достаточно нагреваться. Если инструмент имеет большую мощность, поверхности будут перегреты, и припой буквально вытечет.
Если выбирается пайка, то потребуется дополнительная газовая горелка. Для сварки нержавеющей стали идеальным составом будет оловянно-свинцовый. В качестве флюса можно использовать либо хлорид цинка, либо сварочную кислоту.
Флюс следует наносить непосредственно перед сваркой, чтобы предотвратить повторное образование оксидного слоя. Важно заранее подготовить рабочую зону. Дети и домашние животные не должны находиться в рабочей зоне.
Технология
Как уже упоминалось ранее, сварка нержавеющей стали — это трудоемкий процесс, требующий определенных усилий. Пока нагревается паяльник, необходимо тщательно подготовить обрабатываемую поверхность:
- зачистить при помощи шкурки (важно не переусердствовать и не повредить изделие, поскольку от интенсивных действий появляются видимые царапины);
- провести обезжиривание специальным раствором, уайт-спиритом или ацетоном;
- обработать поверхность имеющимся флюсовым составом.
Когда эти процедуры завершены, паяльник уже предварительно нагрет. Это означает, что вы можете смело приступать к процессу пайки. Для мягкой пайки поверхность можно нагреть кончиком паяльника. Для пайки твердым припоем лучше всего использовать газовую горелку. Здесь очень важно контролировать содержание кислорода, так как слишком большое его количество может изменить результат работы.
Это легко распознать: Если пламя горелки приобрело синий цвет, значит, кислорода слишком много.
Когда поверхность нагревается до температуры, при которой клей начинает плавиться, можно начинать процесс. При регулярном нанесении клея важно тщательно осматривать каждый участок поверхности. Это позволяет добиться максимально гладкого и, главное, качественного склеивания.
В домашних условиях часто возникает необходимость в сварке бытовой техники. Даже при выполнении небольших работ необходимо следить за тем, чтобы рабочая зона не была загромождена. Она не должна быть загрязнена посторонними предметами. Если по какой-то причине сварка не получилась, лучше очистить и обезжирить участок, а затем повторить процесс сварки.
Типы припоев
Изделия из нержавеющей стали можно сваривать как оловянным, так и свинцовым мягким припоем и паяльным сплавом, который содержит больше тугоплавких металлов.
Благодаря своей оловянной основе мягкий припой — это материал с низкой температурой плавления и высокой пластичностью и текучестью в расплавленном состоянии. Он обладает хорошими раскисляющими свойствами, особенно при сварке изделий из нержавеющей стали.

Свойства мягкого припоя
Твердые сварочные флюсы обеспечивают более надежное соединение как на производстве, так и в быту. Металлы, из которых они изготовлены, плавятся при более высокой температуре, чем олово, и поэтому подходят для создания надежных и прочных соединений. Очень часто в основе этого типа материала лежит техническое серебро, содержание которого может достигать 30%.
Наиболее важными качествами серебряных сварных соединений являются
Одним из самых популярных твердых клеев является HTS-528, который успешно используется не только для сварки нержавеющей стали, но и меди, латуни, бронзы, никеля и других металлов. Практичной особенностью является то, что он выпускается в виде палочки, поверхность которой уже покрыта слоем флюса. При работе с этим типом клея на производстве или в домашних условиях следует учитывать, что температура его плавления составляет 760°.

Клей HTS-528 представляет собой стержень, покрытый красным флюсом. Он подходит не только для нержавеющей стали, но и для чугуна и цветных металлов.
Приготовление флюса
При сварке нержавеющей стали следует очень внимательно отнестись к выбору готового флюса или импровизированной рецептуры флюса. Классические составы флюсов, которые можно приготовить и в домашних условиях, содержат следующие ингредиенты:
- буру (70%);
- борную кислоту (20%);
- фтористый кальций (10%).
Для сварки изделий, характеризующихся малыми размерами, можно приготовить флюс, состоящий только из буры и борной кислоты, смешанных в равных частях. После смешивания компонентов флюса в сухом виде, его разбавляют водой и полученным раствором обрабатывают место будущего шва.
Полезные советы
Для того чтобы выполнить качественную сварку нержавеющей стали, необходимо следовать рекомендациям опытных специалистов.
- Мощность паяльника, который должен эффективно прогревать соединяемый металл, находится в интервале 60–100 Вт, но лучше остановить свой выбор именно на стоваттном устройстве. Для пайки габаритных деталей, например труб из нержавейки, потребуется не электрический паяльник, а газовая горелка.
- Выбирая электрический паяльник, лучше остановить свой выбор на моделях, оснащенных наконечниками, которые не обгорают.
- Наиболее экономичным и универсальным типом припоя, позволяющим получать качественные соединения изделий из нержавейки, являются оловянно-свинцовые прутки. В том случае, если паять предстоит посуду, которая будет контактировать с пищевыми продуктами или жидкостями, в качестве припоя лучше использовать чистое олово, которое не содержит в своем составе вредных примесей.
- Помещение, в котором выполняются работы по пайке, должно хорошо проветриваться.
- Выполняя пайку, следует обязательно использовать индивидуальные средства защиты, чтобы не навредить своему здоровью.
Припой для нержавейки и его типы
Существует два типа швов для сварки нержавеющей стали:
- Мягкий. Для изготовления используют олово (свинец). Эти химические элементы повышают текучесть и пластичность расходника, используемого для формирования сварочного шва. Минус мягких припоев – затвердевшее покрытие имеет низкие прочностные показатели.
- Твердый. В состав изделия входит техническое серебро – 30% от общего объема. Соединение деталей отличается высокой прочностью и долговечностью. Твердые припои часто применяют на производствах, в ремонтных мастерских.
Твердые швы рекомендуется использовать при пайке нержавеющей стали в домашних условиях для получения прочных и качественных соединений. Они изготавливаются из металлов, которые отличаются от олова (свинца) высокой температурой плавления. Когда сварной шов затвердевает, он становится достаточно прочным и крепким, чтобы выдерживать высокие механические нагрузки.
Наиболее популярным на рынке является универсальный сварной шов HTS-528, который используется для соединения чугуна, нержавеющей стали и цветных металлов. Сварка выпускается в виде красного стержня с текучим покрытием.



Пищевые припои
Технология сварки пищевым клеем аналогична сварке металлов с другими присадками. Единственное требование — не допускается использование металлических сплавов, содержащих свинец, например, оловянно-свинцовых сплавов (ОСТ). Свинец является токсичным химическим элементом.
При использовании фосфорной кислоты не рекомендуется продлевать процесс сварки, так как через 10-15 секунд на поверхности свариваемых деталей образуется фосфатная пленка, которая затрудняет процесс сварки. В результате поверхность придется снова шлифовать, чтобы можно было сварить металл. Поэтому рекомендуется наносить флюс непосредственно перед сваркой.
Пайка с помощью газовой горелки
Если вы самостоятельно свариваете нержавеющую сталь в домашних условиях с помощью газовой горелки, необходимо соблюдать действующие правила безопасности.
- применение негорючего экранирующего покрытия в рабочей зоне – листовой асбест и прочие материалы;
- рабочее помещение должно иметь качественную вентиляцию, тщательно проветриваться;
- с горелкой надо уметь правильно обращаться, рекомендуется задействовать припой многокомпонентного состава, какой не требует дополнительного нанесения флюса на спаиваемые металлы;
- в пламени горелки не допускается лишний кислород, он способствует окислению металлических поверхностей, а соединение получается недостаточно прочным.
Перед сваркой газовой горелкой необходимо тщательно очистить и обезжирить поверхности металлических деталей. Затем нагрейте свариваемую область до покраснения металла. Необходимо постоянно следить за цветом пламени горелки. Синий цвет указывает на опасный избыток кислорода.
После нагрева элементов из нержавеющей стали сварочная проволока подводится к линии сварки. Важно, чтобы пламя горелки не вступало в прямой контакт с этой областью. Нагрев продолжается до тех пор, пока из сварного шва не появится расплавленный металл. После завершения сварки по всей линии шва дайте шву остыть и визуально проверьте его на наличие дефектов.
Сварка нержавеющей стали по олову

Сварка нержавеющей стали с оловом — сложный процесс для многих людей из-за поведения металла. Эта сварка — один из лучших вариантов, который можно использовать для нержавеющей стали. Это стандартная процедура, знакомая многим сварщикам, но в случае с нержавеющей сталью не всегда можно гарантировать качественный и надежный результат. Этот процесс обычно используется для небольших швов, когда нужно соединить мелкие детали. Он также необходим, когда нужно заделать небольшие трещины и другие подобные дефекты. Требования к соединению не такие высокие, как к сварке, но все же необходимо добиться наилучшего качества. Для таких процедур существуют сварочные прутки, похожие на сварочную проволоку.

Сварка нержавеющей стали по олову
Этот метод не так часто используется в промышленности, как сварка нержавеющей стали с оловом в быту. Независимо от того, производится ли сварка паяльником или газовой горелкой, материал быстро растекается, и обращаться с ним нужно осторожно. Чтобы снизить негативные последствия, необходимо правильно подобрать как режимы работы, так и расходные материалы. Технические характеристики соответствуют ГОСТу 860-75.
Преимущества сварки нержавеющей стали оловом
- Пайка нержавейки оловом помогает относительно легко и быстро заделать мелкие поломки, не прибегая к сложным процедурам;
- Сам процесс занимает не много времени и не требует длительной подготовки;
- Расходные материалы имеют относительно небольшую стоимость;
- Олово уменьшает текучесть нержавейки при пайке, что делает процесс менее сложным, чем с другими припоями;
- Для многих вариантов конечный результат обладает достаточно хорошим качеством.
Недостатки сварки нержавеющей стали с оловом
- Пайка уступает многим другим процессам получения неразъемного соединения по крепости, так что для ответственных конструкций ее нельзя применять;
- Из-за применения олова температурный диапазон эксплуатации деталей снижается, так как материал может расплавиться;
- Остаются сложности с поведением нержавейки в жидком состоянии.
Способ сварки
Температура пламени горелки, градусы
Подготовка оборудования и необходимых материалов
Сварка нержавеющей стали с оловом требует правильного выбора инструментов и другого оборудования. Для этого вам понадобятся:
- Паяльник или газовая горелка;
- Растворитель;
- Припой;
- Металлическая щетка;
- Флюс;
- Защитные перчатки;
- Ткань для протирки.
Сварочные утюги мощностью предпочтительно 100 Вт, так как менее мощные модели не смогут расплавить материал.

Сварочный утюг для сварки нержавеющей стали.
Для более крупных соединений может потребоваться паяльник большего размера. Наконечник инструмента должен быть ослаблен, так как это значительно увеличит срок службы инструмента. Следует отметить, что возможности паяльника ограничены, так как он может работать только с плавящимся припоем. Для этого вида пайки лучше всего подходит чистое олово или паяльные стержни PIC.
Меры безопасности
При сварке нержавеющей стали оловом в домашних условиях необходимо соблюдать правила электробезопасности. Основная проблема заключается в том, что можно получить ожог при контакте с паяльником, нагретым металлом или сварным швом. Также следует избегать вдыхания паров металла.
- Недостаточно тщательная зачистка;
- Слабый подогрев металла;
- Неправильно подобран флюс или припой;
- На спаянный материал оказывалось физическое воздействие еще до того, как он застынет.
Пайка нержавейки в домашних условиях
Всем, наверное, известно, что любитель самоделок всегда сталкивается с бытовыми проблемами, которые ему приходится решать самостоятельно. Но при работе с нержавеющей сталью нередко приходится делать все самому. Поэтому для этого требуются определенные навыки, умения и знания. Также необходимы определенные материалы и инструменты. Ниже приведен список всего, что вам понадобится:
- Паяльная кислота;
- Электропаяльник на 100 Ватт;
- Оловянный припой для соединения металлов;
- Напильник или наждачная бумага;
- Трубка;
- Металлический трос.
После того как вы определились с выбором сварочных инструментов, вам необходимо знать необходимые действия:
- Для обработки нержавейки, нужно изначально позаботиться о наличии флюса и электропаяльника мощностью 100 Ватт. Нужно знать, что мощней выбирать паяльник для обработки нержавеющей стали нет смысла. Флюсом служит обычная паяльная кислота. Также не забывайте про то, чтобы под рукой всегда был оловянно-свинцовый припой.
- Когда все необходимые инструменты и материалы готовы для пайки, можно начинать работу. Сперва необходимо зачистить место соединения нержавеющей стали: выполнить это можно при помощи наждачки или напильника. По завершении очистки рабочих участков необходимо нанести паяльную кислоту с последующей обработкой. Если обработка не получается (припой не прилипает к поверхности нержавейки), то нужно повторно произвести манипуляции с паяльной кислотой тщательно разогретую поверхность, затем выполнить обработку заново.
- В случае, когда вы сделали вторую попытку, и она не завершилась успехом, и припой опять отстает, то рабочую поверхность нержавейки требуется почистить специальной щеткой, которую можно сделать своими: потребуется кусок трубы сечением 5 мм, куда разместите тонкие жилы, вытянутые из металлического троса. Теперь, нанесите на место пайки кислоту, а после подведите одновременно сюда щетку и паяльник. Затем начните работать двумя инструментами. Нужно отметить, что этот процесс очень хорошо помогает при удалении оксидной пленки с поверхности нержавейки.
- Когда детали получилось отлудить, начинайте пайку нержавеющей стали, используя в работе паяльник и флюс.
Как паять паяльником с канифолью и оловом: технология
Когда материалы и инструменты готовы, можно приступать к процессу. Чтобы выполнить сварку нержавеющей стали в домашних условиях, вам необходимо следовать этому пошаговому руководству:
Читайте также.
- Зачистить наждачкой или щеткой металлическую поверхность от окисной пленки и других загрязняй.
- Обезжирить ремонтируемую деталь растворителем.
- Нанести на обрабатываемую поверхность флюс — канифоль или паяльную кислоту. Этот этап не нужно выполнять, если используется комбинированный оловянный припой, в составе которого уже содержится упомянутое вещество. Наносить флюс надо сразу перед пайкой, поскольку на поверхности нержавейки примерно через 10 секунд образуется пленка.
- Разогреть зону пайки, на которую нанесен флюс, облуженным жалом паяльника.
- Внести припой при необходимости, однако с первого раза, скорее всего, покрыть оловом всю поверхность не выйдет.
- Нанести повторно флюс и снова прогреть его паяльником. Повторять этот процесс до тех пор, пока поверхность металла не покроется равномерным слоем олова. Главное, чтобы припой плавился не от жала паяльника, а от тепла, запасенного деталью. Кроме того, чтобы сделать пайку нержавейки оловом более качественной, нужно добавлять в места соединения канифоль, за счет которой удалятся окислы с припоя.
- Отмыть изделие от остатков флюса. Для выполнения этого этапа надо приготовить раствор, состоящий из воды и моющего средства, и купить металлические скребки. Остатки канифоли, по словам мастеров, хорошо очищаются холодной водой, поскольку в ней вещество становится хрупким.
Как сделать сварочный аппарат из стальной проволоки для сварки стального листа из стали.Сварка является качественной, если результатом является ровная поверхность. Клей получается качественным, если это качественный клей.Но в любом случае в конце покрытие следует зачистить наждачной бумагой или напильником.



Как соединить нержавеющие детали: оптимальная техника
Сначала следует оборудовать рабочую зону. Стол должен быть изготовлен из стали или иметь твердую поверхность. Главное, чтобы он был ровным. Также должна быть хорошая вентиляция. Опять же, чтобы склеить несколько деталей в одно целое в домашних условиях, нужно накрыть детали металлическим листом и склеить их между собой. Следующий шаг — одновременное нагревание деталей, чтобы раскаленный клей схватился. Возможно, потребуется добавить олово в паяное соединение, вставив его в паяльный наконечник.
Затем следует нагреть всю область, и когда пайка будет качественной, компоненты следует поместить на плоскую поверхность. Кусок нержавеющей стали, собранный из двух или более частей, не следует перемещать до полного затвердевания соединений. Желательно зафиксировать свариваемые детали с помощью крепежных приспособлений (например, зажимов или тисков).
Особенности пайки нержавейки
Для получения неразъемного соединения между деталями из коррозионно-стойкой стали используются присадочные металлы с более низкой температурой плавления, чем основной соединяемый материал. Наличие твердого оксидного слоя делает нержавеющую сталь более трудной для сварки, чем углеродистая сталь.

Для прямой сварки нержавеющей стали необходимо использовать специальные составы с диапазоном активации 100-375°C для удаления поверхностных окислов. Эти средства рекомендуются только для механического соединения. Из-за их коррозионного эффекта они не рекомендуются для электрических контактов. Если после пайки остатки флюса не будут полностью удалены горячей водой с механической очисткой, то в течение срока службы соединения будут нарушены возможной коррозией.
Свинцовый присадочный металл — это сварной шов, изготовленный из сплава олова и свинца, иногда с другими металлами. Полученный сварной шов имеет более низкую температуру плавления. Свинец токсичен, поэтому все больше мастеров стараются использовать менее опасные материалы.
Альтернативой является использование формирующего газа, состоящего из азота и водорода. Этот метод удаления оксидов используется, когда температура сварки может быть выше 350 °C, что активирует водород и уменьшает оксиды. При использовании этого метода нет необходимости удалять остатки реагента.

Рекомендации
Конечно, невозможно сделать надежное соединение без хорошего паяльника и флюса. Однако есть и другие моменты, которые необходимо учитывать перед сваркой нержавеющей стали:
- Желательно купить паяльник с жалом, которое не обгорает: срок службы такого инструмента больше, чем у обычного приспособления. Однако его надо постоянно чистить от накипи и затачивать. Кроме этого, рекомендуется использовать паяльник с постоянным нагревом: так получится сэкономить электроэнергию.
- Паять нержавейку без флюса — плохая идея, поскольку будет постоянно появляться оксидная пленка.
- Неопытным умельцам следует немного попрактиковаться на ненужных деталях и обрезках. Нужно помнить: надежное соединение трудно отодрать, а проверить его качество можно с помощью отвертки или шила.
- Деталь, обработанную растворителем, трогать можно лишь в перчатках, поскольку небольшое пятно, оставленное на поверхности, может испортить всю работу.
- Перед тем как припаять нержавейку к нержавейке, нужно обеспечить помещение хорошей вентиляцией. Кроме того, нельзя трогать руками разогретый металл или припой, а также вдыхать токсичные испарения.
- Емкости с веществами после использования необходимо сразу закрыть плотной крышкой.
- Готовую деталь нужно очистить от флюса и паяльного состава. Пищевые емкости обрабатываются мыльным раствором и кипятятся для нейтрализации агрессивных кислот.

Виды припоя и особенности выбора
Изделия из нержавеющей стали можно сваривать вручную как мягкими, так и твердыми сплавами. Сварочные сплавы для сварки мягкой нержавеющей стали имеют в своем составе свинец и олово и маркируются маркой POS. Твердые сплавы состоят из тугоплавких металлов.
Присутствие олова придает материалу высокую текучесть и хорошую пластичность в расплавленном состоянии. Это особенно выгодно при сварке деталей из нержавеющей стали, так как оловянно-свинцовый материал обладает отличными раскисляющими свойствами. Перед тем как приступить к сварке нержавеющей стали оловом, новичков обучают секретам этого процесса на видео.

Наиболее прочные соединения получаются при использовании твердых сплавов. Сварку деталей из нержавеющей стали такими сплавами можно выполнять как в домашних условиях, так и на производстве. В состав твердых сплавов часто входит техническое серебро. Значение этого серебряного компонента может составлять до 30% от общего содержания металла в сплаве. Такие стержни из карбида вольфрама характеризуются маркой PSr.
Для изготовления твердосплавных стержней подходят нержавеющая сталь, медь, латунь, никель, бронза, чугун и другие металлические материалы.