Жидкость, используемая для S ch сварки медных труб, имеет большое значение для образования качественного соединения. Ее можно использовать при низкой температуре с активностью до 450℃ и при высокой температуре с активностью выше 450℃.
Пайка медных труб: пошаговый разбор работ и практические примеры
Домашние мастера стараются выполнять строительные и ремонтные работы самостоятельно, что не только экономит семейный бюджет, но и позволяет быть абсолютно уверенными в качественном результате. Для этого им приходится осваивать новые техники и технологии — например, сварку медных труб.
Мы покажем вам, как собирать и соединять медные трубы. Мы показываем, какие расходные материалы и инструменты необходимы подрядчику. Обладая полезными навыками, вы также сможете самостоятельно собирать трубы в домашних условиях с отличными эксплуатационными характеристиками.
Пайка меди: почему стоит этому научиться
Медные трубы редко используются на практике. Причина, скорее всего, кроется в высокой цене материала. Однако медные трубы по праву считаются лучшими.
Этот металл превосходит все другие материалы по теплостойкости, гибкости и долговечности. После монтажа медные трубы отопления можно заливать бетоном, прятать в стенах и т.д. В процессе эксплуатации с ними ничего не случится.

Медные трубы считаются лучшими, поскольку срок их службы сопоставим со сроком службы здания, в котором они установлены.
Это следует учитывать при выборе материала для монтажа труб отопления или водоснабжения. В долгосрочной перспективе более высокие затраты того стоят. Помимо отличных эксплуатационных характеристик меди, она довольно проста в монтаже. «Сказки» о сложности сварки часто преувеличены.
Медь довольно легко сваривается. Ее поверхность не нуждается в агрессивных очищающих средствах. Многие низкоплавкие металлы очень хорошо к ней пристают, что упрощает выбор метода пайки.
Дорогие медные флюсы не нужны, поскольку металл не вступает в бурную реакцию с кислородом во время плавления. Труба не деформируется в процессе сварки, ее форма и размеры остаются неизменными. При необходимости полученное соединение можно повторно сварить.
Способы паяния деталей из меди
Сварка считается лучшим методом соединения медных фитингов. Расплавленный клей заполняет небольшой зазор между деталями и образует надежное соединение.
Наиболее распространены два метода получения таких соединений. Это высокотемпературная капиллярная сварка и низкотемпературная сварка. Давайте рассмотрим, чем они отличаются друг от друга
Технология соединения фитингов медных труб сваркой основана на капиллярном течении расплавленного клеящего материала в узком зазоре между свариваемыми фитингами.
При монтаже систем медных труб используются медные трубки различной жесткости: R 290 — жесткие, R 250 — полужесткие и R 220 — мягкие. Жесткие и полужесткие трубки поставляются в гильзах, а мягкие — в бухтах.
Для пайки мягких медных трубок достаточно обычного паяльника, пламя которого может нагревать цилиндрическое паяное соединение.
Для сварки при высоких температурах требуется ацетиленовая или пропановая горелка и сварочный аппарат с твердым сердечником.
Для высокотемпературной сварки используются компоненты с предварительно расплавленным паяльным припоем. Однако также доступны компоненты с тугоплавкими припоями.
Для медных труб соединения обрабатываются флюсом, который используется в качестве смазки для металла и ингибитора коррозии. Он наносится без излишков.
Сварка при высоких температурах производится сварочной проволокой из сплава медь-медь или медь-серебро.
Сварка медных труб при низких температурах производится мягкой пайкой, при которой проволока поставляется в виде катушки.
Особенности высокотемпературных соединений
В этом случае медные элементы соединяются при температуре выше +450°C. Мы выбираем сварочные сплавы на основе достаточно высокоплавких металлов, таких как серебро или медь.
Они дают прочный сварной шов, устойчивый к механическим повреждениям и высоким температурам. Такой шов называется твердым.
При высокотемпературной капиллярной сварке, когда температура превышает 450°C, для сварки используется тугоплавкий шов BAg или BCuP.
Особенностью так называемой твердой сварки является отжиг металла, который приводит к размягчению. Поэтому для минимизации потери прочностных свойств меди готовый сварной шов следует охлаждать только естественным образом, без искусственного обдува или погружения детали в холодную воду.
Сплошные фитинги используются для труб диаметром от 12 мм до 159 мм. Для соединения газовых труб используется высокотемпературная сварка.
В сантехнике его используют при монтаже водопроводных труб для монолитного соединения секций диаметром более 28 мм. Она также используется в тех случаях, когда температура жидкости, циркулирующей в трубах, может превышать +120 градусов.
Высокотемпературная сварка применяется и для монтажа систем отопления. Ее преимуществом является возможность создания ответвления от уже собранной системы без ее предварительного демонтажа.
Низкотемпературная пайка в деталях
Мягкая или низкотемпературная сварка — это соединение медных компонентов при температуре ниже +450 градусов. В качестве сварочного материала используются мягкие, легкоплавкие металлы, такие как олово или свинец.
Общая информация
Прежде чем приступить к пайке меди, необходимо тщательно изучить технику. Попытка сразу использовать паяльник или другое устройство ни к чему хорошему не приведет. Ответственные специалисты обязательно изучат темы ГОСТа:
- 17325-79 (базовые определения и термины);
- 17349-79 (ключевые способы и методы);
- 19249-73 (виды соединений, получаемых пайкой);
- 859-78 (основные марки меди);
- 19250-73 (типы паяльных флюсов);
- 7219-83 (технические параметры бытовых паяльников).
Пайка меди может осуществляться двумя способами. Высокотемпературный способ предполагает нагрев до 900 градусов. Этот метод дает очень хорошие результаты для труб высокого давления. Конечно, здесь требуются специальные материалы — обычная сварка для этих целей не подходит. В идеале, однако, для каждой конкретной задачи следует подбирать свой тип клея.
Сварка — это, с инженерной точки зрения, чрезвычайно сложный физико-химический процесс, в ходе которого образуется неразборное соединение. Часть детали плавится под воздействием нагретого вещества, при этом происходят определенные процессы, такие как.
- смачивание;
- растекание;
- насыщение зазора;
- кристаллизация.
Прочность соединения зависит от химических связей, образующихся между межфазными слоями, а также между отдельными частицами. Преимущества склеивания заключаются в следующем:
- возможность связывать произвольное сочетание металлов;
- возможность начинать работу независимо от того, до какой температуры сначала прогреты изделия;
- возможность связать металлические и неметаллические вещества;
- доступность соединений для последующей распайки;
- сравнительно точная выдержка геометрии и габаритов изделия;
- минимизация внутренних напряжений и риска коробления;
- механическая крепость;
- довольно высокая производительность (особенно при капиллярной пайке).
Медь легче сваривается, чем многие другие металлы. Она легче многих других металлов. Медь, нагретая на воздухе, почти без реакции реагирует с кислородом и другими контактными материалами. Поэтому можно обойтись без использования различных сложных флюсов. Сварка труб осуществляется в основном методом «капиллярной» сварки, что усложняет геометрический подбор труб, но позволяет получить очень хорошие результаты.
Сварка медных прутков имеет важные особенности. Нахлест в этом случае должен быть не меньше, чем поперечное сечение заготовок. В идеале нахлест должен быть на 50 % больше, так как необходимо подготовить отверстия для шурупов и стянуть заготовки. Несколько небольших крепежных элементов можно также закручивать в два ряда — тогда прочность дополнительно увеличивается. Зачистка производится для каждой детали отдельно, чтобы обеспечить прохождение сварного шва через зазор
Инструменты и материалы
В промышленной практике для соединения медных фитингов используются различные методы. В домашних условиях можно использовать обычный электрический паяльник. Помимо электрического паяльника, необходимы другие принадлежности и оборудование:
- флюс;
- твердый припой;
- щетка из металла;
- комплект кисточек;
- устройство для разрезания труб (ручного или автоматизированного типа);
- горелка на природном газе.
Прочность используемого метода зависит от того, насколько высока температура плавления расходного материала. Задача жидкости — предотвратить образование оксидных слоев в местах, подлежащих плавлению. Другая функция заключается в улучшении распределения связующего в будущем шве. Олово наиболее полезно в качестве адгезива. Оно плавится при относительно низкой температуре, поэтому с ним легче работать. Иногда также используется серебро, которое привлекательно, но дорого.
Чистое серебро не используется, а смешивается с оловом и/или медью. Мягкий припой используется только при соединении водопроводных труб. Есть два важных ограничения: диаметр канала (до 10 см) и температура нагрева фитингов (до 130 градусов). К категории мягких относятся сварные швы:
- свинцово-оловянные сплавы (это наилучший вариант);
- композиции с небольшим вхождением олова;
- композиции специального состава.
Жесткие сварные швы используются для получения наиболее прочных и стабильных швов. В эту группу входят медно-цинковые сплавы, комбинации меди и фосфора и чистая медь. Многокомпонентные смеси полезны для повышения стабильности соединения. Если медные проводники подлежат пайке, следует использовать графитовый электрод. В этом случае можно полностью отказаться от сварки и флюсования.
В некоторых случаях для сварки меди используется бура. Она делится на 2 основных типа — А и Б. Важно отметить, что обе они недостаточно химически устойчивы. Не рекомендуется хранить их более 6 месяцев. Бура типа В немного лучше подходит для сварки.
Лазерная сварка широко применяется в промышленности и даже используется в некоторых передовых лабораториях. Этот процесс часто используется ювелирами, поскольку для них важны точность и возможность работать в ограниченном пространстве. По этой же причине лазерные устройства ценят и радиомеханики. Нагрев точно определенного участка предотвращает негативные изменения в прилегающих частях заготовки. Отсутствует необычный шум и загрязнение обработанных участков.
Стержень также часто используется для обработки медных труб. Стоит отметить, что его можно использовать и для оценки изменения температуры трубчатых изделий. Они достаточно нагреты, когда стержень начинает плавиться сразу после контакта. Иногда для улучшения процесса стержень дополнительно нагревают горелкой. Важно! Хороший результат достигается только в том случае, если поверхность достаточно чистая.
Как паять?
Рассмотрим, как сваривать с различными возможностями.
Трубы
Можно сварить отрезки труб между собой в домашних условиях. Предварительная очистка не представляет сложности и не требует использования агрессивных компонентов. Высокотемпературная сварка производится при температуре 450 градусов. В качестве сварочного материала используется серебро или медь. При высокотемпературной капиллярной сварке обычно используется BAg или BcuP.
Рекомендуется предварительно отжечь металл для его смягчения. Физическое охлаждение подготовленных сварных швов помогает избежать чрезмерной потери прочностных свойств. Противопоказано сильное продувание, особенно погружение в холодную воду. Твердая сварка применяется для труб сечением от 1,2 до 15,9 см, высокотемпературная сварка — для газовых труб. В гидравлической практике высокая температура важна, когда монолитная сварка выполняется на участках диаметром более 2,8 см или когда необходимо обеспечить циркуляцию жидкости, нагретой более чем до 120 градусов.
Высокотемпературная обработка также используется при проектировании нагревательных контуров. С ее помощью легко создать ответвление от уже готовой системы без демонтажных работ. Низкотемпературная обработка позволяет создавать соединения шириной от 0,7 до 5 см. Из-за своей низкой прочности он не подходит для соединения газовых труб. Однако, поскольку он не подвергается отжигу, прочность остается на приемлемом уровне, а процесс более безопасен, при этом получаются соединения от 0,6 до 10,8 см.
Резка труб по размеру обычно выполняется ручным труборезом. Ровный срез достигается, если держать заготовку строго под углом 90 градусов к фитингу. На соединяемых деталях не должно быть заусенцев, которые могут препятствовать прохождению потока жидкости. Перед нанесением потока детали должны быть обезжирены. После равномерного распределения потока можно соединить и сварить части трубы.
Пайка меди в домашних условиях
Мягкие металлы трудно поддаются термической обработке. Сварка меди, латуни и бронзы в домашних условиях обычно выполняется пайкой, хотя иногда используются специальные пасты.
Медь — один из древнейших металлов, использовавшихся человеком для изготовления различных украшений, посуды и средств связи. Она характеризуется высокой пластичностью и розовым цветом, иногда с золотистым отблеском. Медь чаще всего используется в быту для водопровода и отопления, поскольку она не ржавеет и устойчива к перепадам температур.

Существует множество видов сварки, для меди используется капиллярная сварка. Это позволяет соединить две части трубы или фитинга максимально чисто и прочно.
- Высокотемпературное;
- Низкотемпературное.
Высокотемпературная сварка характеризуется повышенной прочностью соединения. Она также делает соединение термостойким, что очень важно для различных коммуникаций. Однако этот вид сварки не используется для резьбовых соединений. Для этого вида сварки требуется специальное оборудование — горелка с пьезоэлектрическим резаком и ацетилен или пропан.

Низкотемпературная сварка используется для мягких клеев (пасты, гели). Главное преимущество этого метода — простота и легкость работы. Он осуществляется при температуре менее 425 градусов, и сварку можно выполнять даже паяльником. Она заключается в том, что шов, который вводится в зазор между деталью и соединяемым участком, расширяется до определенной температуры и закрывает собой зазор.

Существует также важное правило, которое нельзя нарушать ни при каких обстоятельствах. Сварка меди и алюминия или алюминия и латуни строго запрещена. Это делается с электрическими кабелями, например, когда нужно разделить провода в старых домах. Это запрещено из-за разного линейного теплового расширения металлов и возможности короткого замыкания в месте соединения.
Инструменты для пайки
Перед началом работы необходимо подготовить специальные инструменты и оборудование для сварки медных соединений. Вам понадобятся:
- Газовая или кислородная горелка для пайки меди (с азотом, ацетатом и т. д.);
- Припой (для капиллярной пайки согласно ГОСТ Р 52955-2008);
- Щетка (жесткая, но не металлическая) и абразивная бумага для зачистки медных соединений;
- Фитинги или другие соединяемые элементы;
- Паяльный флюс.
Следует отметить, что если вы работаете с соединениями труб, вам также может понадобиться инструмент для снятия фаски, ролик и специальное режущее устройство. Все эти приспособления можно найти у профессионального сантехника, поэтому покупать их не обязательно.

Горелки для меди бывают следующих типов: профессиональные (для работы с твердым припоем), для предварительного нагрева труб и сварки мягкой пастой, полупрофессиональные или комбинированные. Существуют также специальные фены, используемые для мягкой пайки. Они быстро нагревают соединение с температурой до 650 градусов.

- Твердые. Они представлены стержнями определенного диаметра, который подбирается исходя из определенного зазора при соединении. Используется при соединении меди с железом в системах водоснабжения, подвода газа и системах кондиционирования. Этот припой может быть с фосфором или серебром;
- Мягкие могут быть как в виде пасты, так и тонкой проволоки до 3 мм диаметром. Они производятся со свинцом, оловом. Также иногда процесс осуществляется ортофосфорной кислотой.
Использование флюса также обязательно при соединении медных сплавов. Он выполняет несколько полезных функций: Способствует лучшему прохождению сварного шва в металл, защищает место обработки от кислородной пленки, очищает шов от окислов. Флюсы можно использовать с бурой (для различных высокотемпературных швов), для соединений золота, меди, бронзы, чугуна и среднеплавкой нержавеющей стали. Они выглядят как паста и наносятся специальной кистью.

Для удаления остатков сварки со шва после завершения работы необходимы щетки и абразивные листы (наждачная бумага). Фитинги выбираются в зависимости от необходимых соединений (они могут быть разветвленными, угловыми, гнутыми и т.д.).

Сварка
Рассмотрим, как сварить медь, используя свои руки:
- Любая технология подразумевает подготовку трубы. Вам понадобится обрезать коммуникацию до нужного размера и обработать концы фаскоснимателем. Это нужно для того, чтобы следующий элемент при соединении не повредился и получилось максимально жесткое сцепление деталей;
- На край трубы из меди наносится флюс для пайки, его же намазывают на фитинг или другую трубу. После нужно аккуратно вставить коммуникации друг в друга. Если распайка производится самофлюсующимся припоем или электродом, то флюс можно не использовать;
- В стык вставляется выбранный припой. Нужно отметить, что если используется паста, то её нужно наносить после флюса. Под воздействием определенной температуры вещество начнет плавиться, заполняя собой свободное пространство в трубе. Очень важный момент: на припой нельзя воздействовать прямым огнем, он должен расплавиться только от тепла разогретой трубы;

- Если используется лужение, то флюс и припой наносятся очень тонким слоем, иначе в противном случае, на месте пайки образуется некрасивый объемный шов. Если осуществляется ремонт замков или радиодеталей (usb, контактов), то это может нарушить процесс работы элемента;
- После окончания нагрева инструмент убирается. В этот момент трубу нельзя двигать – соединение еще слишком пластичное, при повороте металлических отводов можно повредить крепление. Остывают медные трубы естественным путем;
- Остается только удалить остатки припоя или флюса щеткой, абразивной бумагой или кистью. Место стыка не рекомендуется переохлаждать первые сутки, когда процесс застывания металла не завершен.
Все необходимые инструменты, с помощью которых можно сварить бронзу или медь, можно купить в любом магазине электротоваров, цена зависит от категории. Горелки стоят от 3 долларов до нескольких десятков, стоимость припоя начинается от 5 кк, флюса — от 3.
Нюансы самостоятельной пайки меди: что требуется знать
Для того чтобы сделать качественную сварку, необходимо знать различные способы ее выполнения, как с помощью паяльника, так и с помощью газовой горелки для сварки медных труб и других элементов. На данном этапе мы обсудим различные сварочные сплавы, от жаропрочных до мягких.

Использование газовой горелки для пайки меди и иных металлов
Сварочная горелка используется, когда необходимо сварить большие детали. Это может быть, например, медное оборудование, котел или провода с большим сечением. В этом случае в качестве флюса лучше использовать буру. Поскольку здесь также требуется высокопрочный шов, оптимальным решением будет использование PMF 7 (медно-фосфорный сварочный флюс). Температура его плавления выше, чем у олова, но он легко обрабатывается пламенной горелкой.
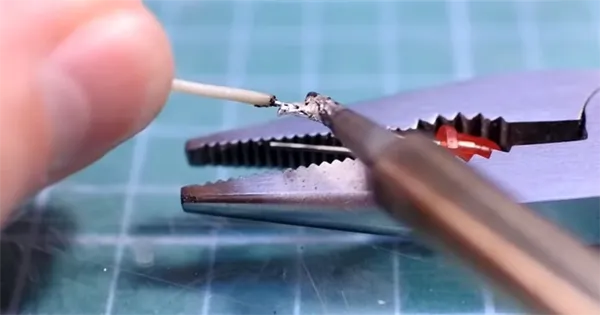
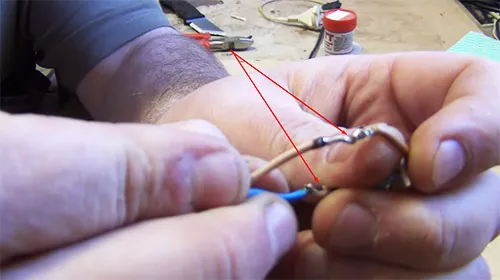
Пайка медных проводов: пошаговая инструкция
Попробуем разобраться, как паять медные провода на фото примерах.
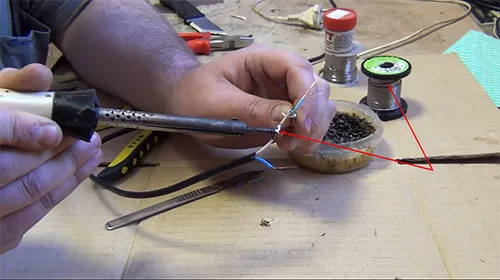
Подробнее о мастер-классе вы можете узнать из этого видео.
Все флюсы и сварочные материалы для сварки медной проволоки можно приобрести в хозяйственных магазинах. В настоящее время для этой цели коммерчески доступны различные соединения и сплавы.
Различия в работе с мягкими и твёрдыми припоями
Для небольших работ по дому лучше всего использовать мягкую сварочную проволоку. Ее можно использовать даже с маломощным паяльником. Более твердые сплавы, с другой стороны, требуют более жесткого подхода. Здесь используются кованые паяльники или горелки.

Иные варианты пайки: работа с медными трубами и различными металлами
Сварка медных труб требует определенного опыта в этом виде работ. Поэтому, если мастер выполняет такие работы впервые, стоит предварительно потренироваться, чтобы потом не пришлось несколько раз перекладывать существующую водопроводную или отопительную сеть. Медные трубы можно сваривать как пайкой (с помощью газовой горелки), так и мягким сплавом. В последнем случае для медных труб подходит мощный сварочный аппарат с молотком.

Нюансы пайки медных труб: как всё сделать правильно
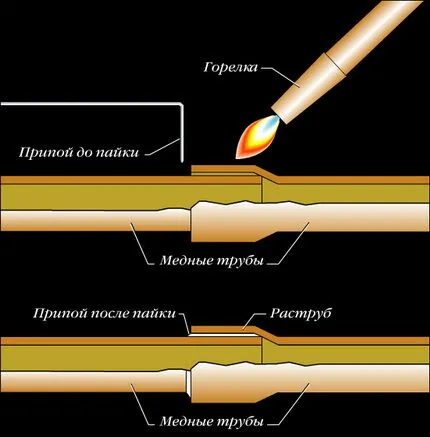
Лучшей жидкостью для сварки медных труб является канифоль. Она равномерно наносится на внешние поверхности трубы, после чего надевается фитинг. Другая часть трубы надевается на заднюю часть фитинга. Затем фитинг нагревается газовой горелкой, и на швы наносится клеящий материал». Под воздействием высокой температуры он плавится, заполняет шов и создает качественное герметичное соединение.

Сварить медные трубы своими руками не очень сложно, но эта работа требует внимательности и аккуратности. Конечно, словами все понятно не объяснишь, поэтому мы предлагаем нашим читателям видео, показывающее, как сварить медь газовой горелкой, благодаря которому все становится понятнее.
Решив проблему, как сварить медные трубы в домашних условиях, можно переходить к следующей задаче — сварке неидентичных металлов (меди с алюминием, железом или нержавеющей сталью).
Как спаять медный провод с алюминиевым
Сварка алюминия с медью — довольно сложный процесс. Маловероятно, что для алюминия подойдет тот же сварной шов, что и для меди, и наоборот. Гораздо проще соединить эти металлы с помощью стального соединителя. Хотя сейчас производители предлагают специальные припои и флюсы для таких целей, их стоимость значительна, что делает эту работу нерентабельной.

Вся проблема в том, что медь и алюминий конфликтуют друг с другом. Они имеют разную огнеупорность и плотность. Кроме того, алюминий сильно реагирует с медью и начинает окисляться. Этот процесс особенно ускоряется, когда соединение находится под электрическим током. Поэтому, если необходимо соединить медный и алюминиевый проводники, предпочтительнее использовать самозажимные клеммы WAGO с контактной пастой «Alu Plus» на внутренней стороне. Это удаляет окись на алюминии, предотвращает ее появление в дальнейшем и способствует нормальному контакту с медными проводниками.
Как только вы узнаете, как сваривать медь с алюминием, можно переходить к более твердым металлам.

Как спаять медь и нержавеющую сталь
При сварке меди с нержавеющей сталью важную роль играет даже не сам сварочный материал, а используемый инструмент, а также расходный материал. Наиболее подходящими в данном случае являются следующие материалы:
Технология пайки медных труб
Весь технологический процесс соединения деталей из медных материалов можно условно разделить на подготовительные работы и непосредственно на сам этап создания прочного соединения.
Основные работы по соединению выполняются с помощью резака:
Читайте также: Как сделать мощный лазер в домашних условиях.
После полного остывания металлического соединения остатки флюса необходимо удалить тканью, смоченной в спиртовом растворе.
Недопустимые ошибки

Причиной плохого соединения двух деталей обычно является спешка, поэтому не забывайте проверять края изделия на наличие мелких инородных тел, которые могут образоваться после резки.
При нанесении флюса не оставляйте без внимания ни один участок поверхности, так как любой дефект может привести к плохому контакту.
Недостаточный нагрев участка поверхности приведет к слабому сплавлению двух металлов. Перегрев может привести к сгоранию флюса и образованию солей или окислов на сварном шве, что повлияет на надежность сварного шва.
Техника безопасности
Поскольку сварка связана с сильным нагревом, во время всех работ необходимо надевать защитные перчатки.
Опасные химические пары могут повредить дыхательную систему, поэтому работы следует проводить в хорошо проветриваемом помещении и в защитной маске.
Сварка медных труб не представляет особой сложности. Обучающее видео по сварке медной проволоки, которое можно найти на многих сайтах, даст вам больше информации о сварке.
Первоначально опубликовано 2018-03-28 15:01:27.
Правила пайки меди
Если вам необходимо сварить медное изделие или изделие, содержащее медные компоненты, нет однозначного ответа на вопрос, как и каким способом это лучше всего сделать. Выбор метода и инструментов зависит от многих факторов, таких как размер и вес компонентов и их состав. Также учитываются нагрузки, которым должны подвергаться свариваемые компоненты. Существуют различные процессы сварки, поэтому лучше всего ознакомиться со всеми из них, чтобы при необходимости выбрать наиболее подходящий процесс
Пайка крупных деталей
Сварка меди капиллярной сваркой.
Если необходимо сварить массивные или крупные детали, которые невозможно нагреть до нужной температуры паяльником, используется горелка и медный припой. В качестве жидкости используется бура. Прочность медно-фосфорной сварки выше, чем у сварки обычным оловом.
На механически очищенную трубку или проволоку наносится тонкий слой флюса. Затем на трубу надевается фитинг, также прошедший механическую очистку. Соединение нагревают газовой горелкой до тех пор, пока цвет меди, покрытой флюсом, не изменится. Флюс должен стать серебристым, после чего можно приступать к пайке. Припой сразу же плавится и проникает в зазор между трубой и фитингом. Когда капли клея начнут оставаться на поверхности труб, удалите клей.
Трубы не следует перегревать, так как это не способствует увеличению капиллярной утечки. Напротив, почерневшая медь менее чувствительна к поту. Когда металл начинает чернеть, нагрев следует прекратить.
Пайка проводов или проволоки
При сварке тонких медных проводов не следует применять сварку на основе хлорида цинка, так как он разрушает медь. В этом случае, если нет флюса, можно растворить таблетку аспирина в 10-20 мл воды.
Схема сварки меди в среде инертного газа.
Медная проволока или арматура различного сечения легко нагревается паяльником до нужной температуры. Температура должна быть такой, при которой плавится припой, оловянный или свинцово-оловянный, а пайка производится припоем. Флюс должен быть канифольным или на основе канифоли, также можно использовать паяльное масло или даже саму канифоль.
Поверхность проволоки очищается от грязи и окислов, после чего производится сварка компонентов. В этом процессе на расплавленную медь наносится тонкий слой флюса или припоя, а затем припой, который распределяется паяльником как можно равномернее. Соединяемые детали складываются вместе и снова нагреваются паяльником до тех пор, пока уже затвердевший припой не начнет снова плавиться. В этом случае паяльник убирают, а соединение охлаждают.
Компоненты можно зажать в тисках так, чтобы расстояние между ними составляло 1-2 мм. Нанесите флюс на компоненты и нагрейте их. Клей вводится в зазор между деталями, плавится и заполняет зазор. Температура плавления сварочного сплава должна быть ниже температуры плавления меди, чтобы фитинги не деформировались. Арматуру охлаждают, затем промывают водой и, при необходимости, повторяют обработку наждачной бумагой до получения гладкой и однородной поверхности.
Пайка посуды или запаивание отверстий в меди
При сварке посуды используется чистое олово, которое имеет более высокую температуру плавления, чем олово или свинец. Иногда большие детали сваривают путем нагрева открытым пламенем газовой горелки или сварочной лампы с наложением швов молотком. Затем следует типичная схема зачистки, флюсования и пайки, соединение деталей вместе и нагрев паяльником. Для этого паяльника удобно использовать чистое олово.
Особенности пайки мягким и твердым припоями
Соединение медных труб имеет некоторые особенности. Они особенно ярко проявляются при использовании различных материалов.
Сварка соединений клеем плавления осуществляется при температуре 175-315ᵒC. Жесткая сварка предполагает нагрев соединения до температуры 650-815ᵒC.
Мягкая сварка используется для сварки медных труб с внутренним диаметром до 22 мм, а жесткая сварка — для диаметров 22 мм и более.
Мягкая и твердая сварка — описание
При приложении достаточного количества тепла слой флюса закипает. При плавлении мягкого шва образуется точка плавления, которая важна для прочного соединения трубы. Кипящий флюс выталкивает расплавленную массу из пространства стыка. Под действием капиллярных сил сварочный сплав по мере остывания втягивается внутрь шва.
При сварке твердым клеем между свариваемыми объектами вставляется тонкая прокладка из мягкого металла. Соединяемые детали надежно и прочно удерживаются направляющей планкой.
Простая техника сварки медных труб и доступность всех материалов позволяют выполнить эту работу своими руками в домашних условиях.
Видео по теме: Пайка медных труб «мой опыт»
- Михаил, Липецк — Какие диски для резки металла использовать?
- Иван, Москва — Какой ГОСТ металлопроката листовой стали?
- Максим, Тверь — Какие стеллажи для хранения металлопроката лучше?
- Владимир, Новосибирск — Что значит ультразвуковая обработка металлов без применения абразивных веществ?
- Валерий, Москва — Как выковать нож из подшипника своими руками?
- Станислав, Воронеж — Какое оборудование используют для производства воздуховодов из оцинкованной стали?
Процесс пайки
Она состоит из следующих этапов: Эта работа включает в себя
- труба нарезается на отрезки необходимых размеров, которые для удобства маркируются – подача или обратка;
- с края снимается фаска;
- зачищаются края на 2 см: внешние на трубе, а также внутренние в раструбе;
- полосой по зачищенным поверхностям (внешней и внутренней) наносится флюс;
- соединение собирается: труба вставляется в раструб;
- излишки флюса снимаются бумажной салфеткой, но не полностью – оставляется кромка 1–2 мм;
- зажигается горелка, пламя подносится к месту соединения;
- поверхность нагревается 10–15 секунд до определенной температуры – флюс должен приобрести оловянный цвет;
- припой кладется сверху соединения, при нагревании он будет втянут в стык, растечется по шву, заполняя его.
Если соединение не было очищено от волос или пыли, вследствие чего сварной шов медной трубы протекает, то для восстановления герметичности можно использовать один из двух методов:
С помощью паяльника.
- поверхность зачищается, обрабатывается ортофосфорной кислотой, нагревается паяльником, наносится олово;
- с применением горелки: на зачищенную поверхность наносится флюс, нагревается, кладется припой, расплавляется.
Как правильно паять медь газовой горелкой
С помощью паяльника:
- Зачистить место пайки мелким надфилем, шкуркой или металлической щеткой.
- Размельчить канифоль и посыпать место пайки.
- Нагреть трубку над газовым пламенем до тех пор, пока канифоль расплавится.
- Положить припой ПОС-30 или 40 и расплавить его паяльником, распределяя по поверхности.
В повседневной жизни медь используется не только при необходимости сварки медных труб отопления или водоснабжения, но и при ремонте автомобилей, когда в радиаторе автомобиля появляется трещина или течь. В этом случае сварка медного радиатора производится своими руками путем пайки. Автолюбители вместо газовой горелки используют мощный 250-ваттный электрический паяльник для медных труб. Для шлифовки меди используется наждачная бумага или металлическая щетка, а для сварки олова в качестве сварочной кислоты применяется канифоль или ортофосфат.
Пайка паяльником в домашних условиях
Сварка меди паяльником проще, чем сварочной горелкой. Процедура выглядит следующим образом:
- Поверхность радиатора зачищается мелкозернистой шкуркой или щеткой.
- На края поврежденного участка равномерно наносится несколько капель кислоты.
- Трещина нагревается электропаяльником, подносится припой. Расплавившись, олово заливает пробоину.
Самостоятельная сварка медных труб отопления или водоснабжения, ремонт трещин в радиаторах — это простая процедура, которую можно выполнить в домашних условиях с небольшим набором инструментов.
Самостоятельная сварка меди в домашних условиях — это то, что может сделать любой человек.
Пайка меди газовой горелкой.
Я не профессиональный ювелир. Я сам немного паяю. Не могу сказать, что делаю это часто, но мне приходится использовать навыки пайки в своем ремесле. И я рекомендую освоить элементарные методы сварки газовой горелкой в домашних условиях.
Для начала вполне подойдет горелка с газовым баллоном, вроде тех, что продаются в хозяйственных магазинах. Я использую ее постоянно, наряду с другими профессиональными горелками. Такая горелка хороша для нагрева и пайки крупных деталей.

Пайка меди газовой горелкой — припой.
Для сварки меди можно использовать медный сварочный аппарат, содержащий фосфор. Температура плавления медно-фосфорной сварки низкая. Особенностью медно-фосфорной сварки является то, что не требуется дополнительного флюса, так как она содержит фосфор, который выполняет все необходимые функции. Шов получается очень твердым, отрезать кусок для сварки практически невозможно. Я использую бокорезы, чтобы отламывать куски от стержня. Это нелегкий процесс — куски разлетаются в разные стороны.
Перед сваркой лучше всего отбелить медь в «лимонной кислоте». Разведите немного лимонной кислоты в теплой воде и опустите в нее медные кусочки.
Медь также можно сваривать серебряной сваркой в местах, где место сварки не видно. Имеются также специальные пасты для сварки меди и серебра.
На чем паять?
Вы также можете просто использовать кирпич. Я согласен, что это не лучший выбор (кирпич притягивает тепло). По крайней мере, для эксперимента с этой газовой горелкой кирпича вполне достаточно. На фото я использую специальную пластину, на видео — кирпич.
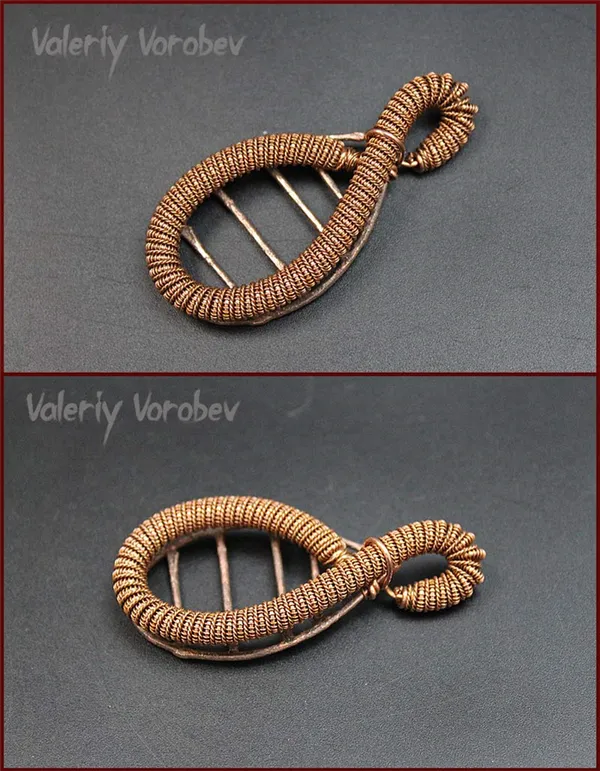
Не обращайте внимания на то, что горелка на фото — это профессиональная горелка. К этой газовой горелке (с баллоном) я предпочитаю припаивать медь. Проволока должна быть толщиной 1 мм или больше. Заранее подготовьте кусочки меди и люминофора для сварки. Когда вы увидите фотографии, вы поймете, что вам нужно для каркаса. Это зависит от количества дополнительных элементов, которые вы хотите прикрепить к раме. Сначала приклейте периметр рамы, а затем переходы. Вы можете клеить несколько стыков одновременно. Будьте осторожны, чтобы не «сжечь» саму проволоку. Клей должен равномерно растекаться по проволоке и заполнять стык.
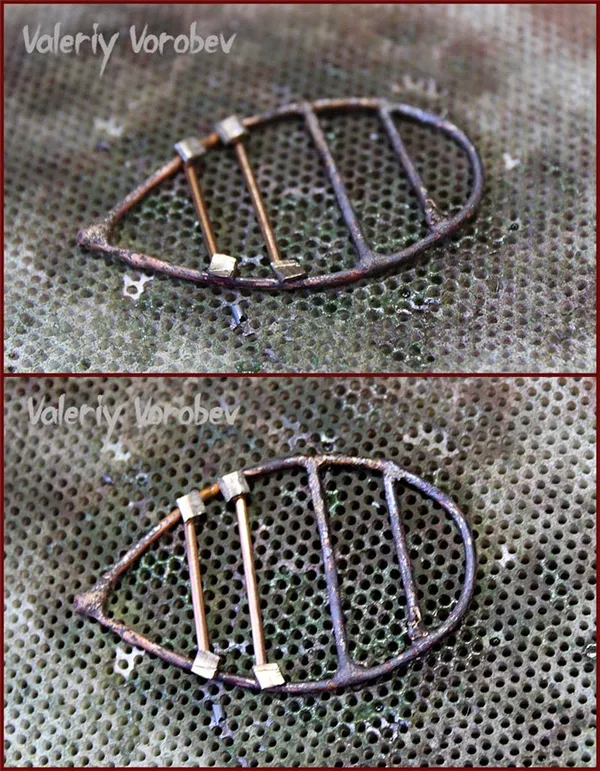

После отжига медь размягчается. Чтобы закалить медь, слегка постучите молотком по наковальне по всему проволочному каркасу. Вы можете обработать каркас напильником и отшлифовать медь.


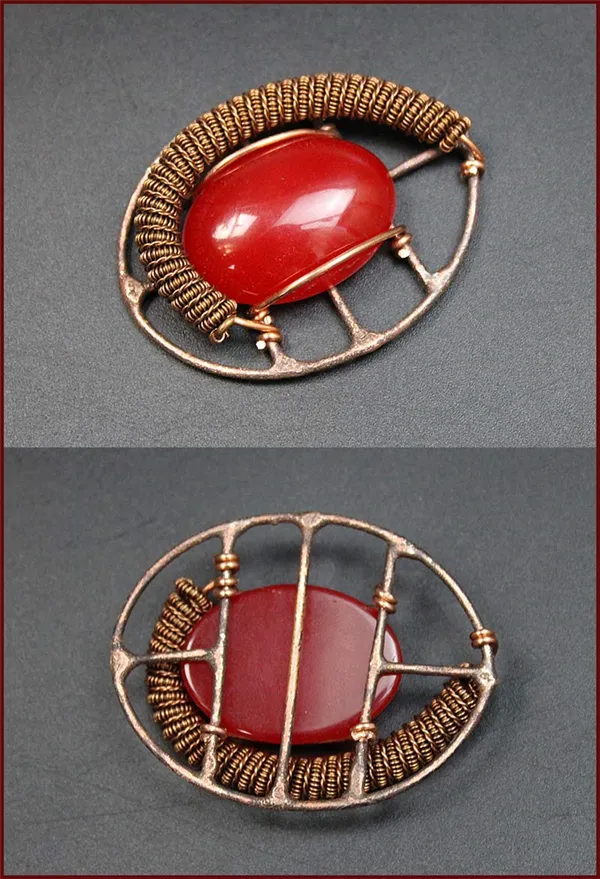
Я подготовил катушки для этого украшения. Посмотрите видео.
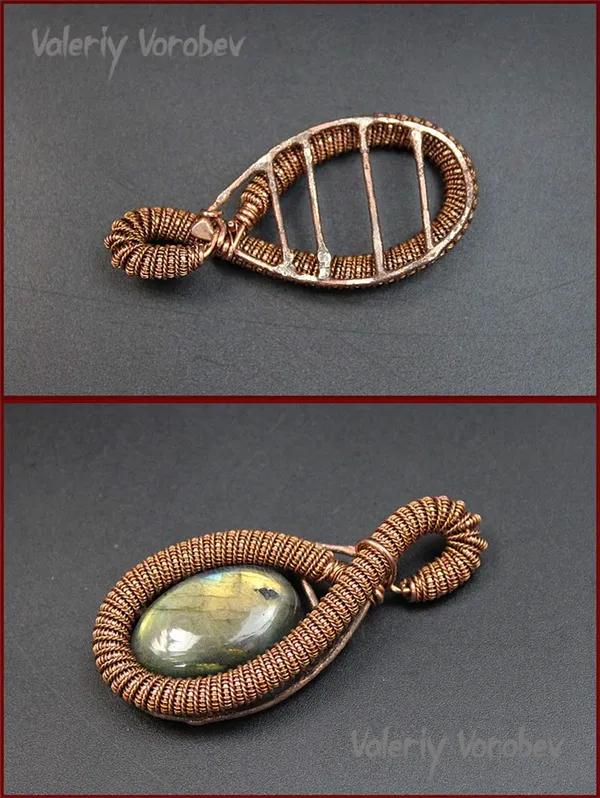
Мы использовали катушку, чтобы сузить края кабошона. Затем мы закрепили кабошон тесьмой, чтобы он не выпал.

Посмотрите видео с примерами плетения.

В итоге у вас получится вот такой кулон.
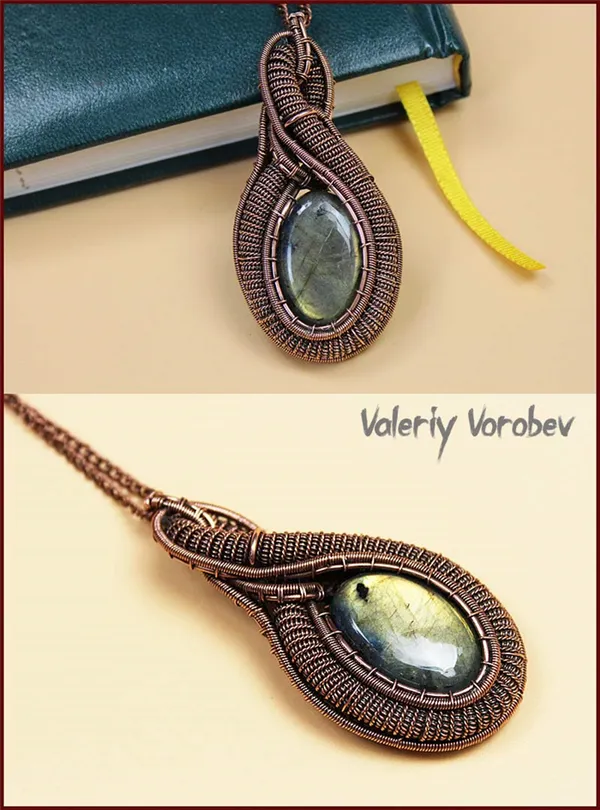
Но не волнуйтесь — мы еще не закончили. Давайте рассмотрим еще один пример. Сначала все делается так же, как и раньше.
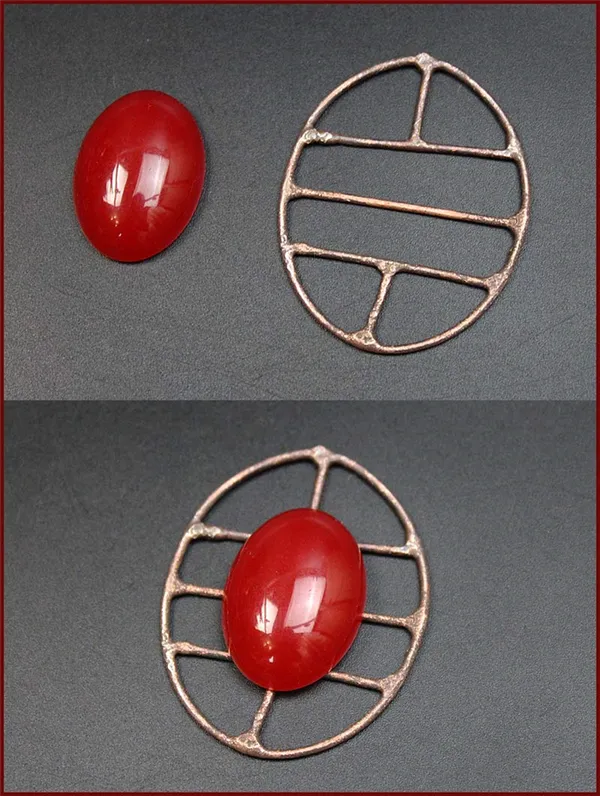
Сначала прикрепите кабошон к оправе с помощью проволоки диаметром 1 мм. Закрепляем кабошон на своем месте.
Неожиданное решение. Да!?
И тут мы даем волю нашему воображению.