В домашних условиях чаще всего нержавеющую сталь сваривают дешевым инвертором и обычным для этих сталей электродом. В этом разделе мы остановимся на особенностях и технике сварки электродом, которые будут полезны начинающим сварщикам.
Сварка нержавейки электродом
Сталь, легированная хромом и никелем, называется нержавеющей, поскольку она успешно защищена от коррозии. Поэтому этот металл часто используется в резервуарах и трубопроводах, в которых транспортируются жидкости. Нержавеющая сталь также используется для изготовления бамперов и подножек внедорожников, предназначенных для влажных условий. Если необходимо заварить трещину или шов, можно использовать преобразователь ММА, но есть и другие варианты. Давайте рассмотрим все варианты и более подробно остановимся на сварке нержавеющей стали методом RTW.
- Технология сварки нержавеющей стали электродом
- Способы сварки нержавейки
- Особенности сварки нержавеющей стали
- Область применения РДС нержавеющей стали
- Очевидные плюсы и минусы метода РДС для нержавейки
- Сварка нержавейки электродом в бытовых условиях
- Виды металлов, свариваемые электродом с нержавейкой
- Необходимые расходники и аксессуары для сварки нержавейки
- Электроды для нержавейки
- Модели сварочных инверторов для сварки нержавейки электродом
- Методы обработки нержавеющей стали после сварки
Технология сварки нержавеющей стали электродом
Нержавеющая сталь сваривается электродом, создающим горячую дугу. Она активируется путем замыкания двух полюсов от источника питания. Один полюс подключается к изделию с помощью кабеля и зажима, а другой — к горелке или розетке. Расстояние от 3 до 5 мм между кончиком электрода и заготовкой позволяет дуге гореть равномерно.
Под воздействием ее температуры металл плавится, и образуется жидкая ванна. Она заполняет сварной шов и образует единый шов. Присадочный металл используется для увеличения высоты и ширины сварного шва (способ подачи присадочного металла зависит от процесса сварки).
Способы сварки нержавейки
Электродная сварка легированной стали выполняется с использованием одного из трех различных процессов, которые определяют производительность, стоимость и качество соединения.
Ручная электродом (ММА, РДС)

Используется источник постоянного тока (инвертор, выпрямитель, сварочный генератор). Сварщик использует муфту с плавящимся электродом. Стержень электрода является присадочным металлом, а его покрытие защищает сварочную ванну от воздействия внешней среды.
Это самый экономичный вариант, не требующий дорогостоящего сварочного оборудования. Расходные материалы также доступны. Однако качество сварных швов далеко от идеала, хотя соединения могут быть герметичными.
Ручная аргоном с вольфрамовым электродом (TIG)

Сварка производится с помощью источника постоянного тока, к которому подключаются два провода. Один из них является заземлением, а другой ведет к горелке. На сопле горелки находится вольфрамовый электрод. Он не плавится, поэтому короткого замыкания не происходит. Сварщику легче поддерживать постоянную высоту дуги, а сварной шов получается более ровным, прочным и эластичным. Присадочный металл также подается другой рукой сварщика. Сварочная ванна заполняется инертным газом из сопла аппарата.
Сварка TIG на нержавеющей стали лучше, но процесс медленный. Расходные материалы (вольфрамовые электроды, газ) стоят дорого. Оборудование также больше отличается по цене от ММ.
Полуавтоматическая сварка проволокой (MIG)

При полуавтоматической сварке используется оборудование постоянного тока и механизм питания. Он толкает проволоку, которая служит расходуемым электродом. Однако длина проволоки поддерживается постоянной с помощью сопла горелки, и высоту дуги легче контролировать. Для защиты сварочной ванны газ подается из баллона с редуктором давления через клапан к сварочному аппарату.
Полуавтоматическая сварка является наиболее эффективным методом, но уступает TIG-сварке по качеству шва. Расходные материалы для этого метода дороже, чем для сварки TIG.
Факторы сложности для сварки деталей из нержавеющей стали
Кроме того, нержавеющую сталь трудно сваривать, поскольку она является высоколегированным сплавом, т.е. содержит много элементов, влияющих на ее основные свойства. Хром — один из таких элементов, который особенно часто присутствует в нержавеющей стали. Его содержание в сплаве может составлять 12-30%. Вместе с такими элементами, как никель, титан, марганец и молибден, хром придает нержавеющей стали коррозионную стойкость и другие свойства, влияющие на свариваемость.
Для тех, кому не хочется читать длинные статьи и вникать в технические подробности, мы просто рекомендуем два видеоролика с основными вариантами сварки нержавеющей стали домашними мастерами — электродом с инвертором и снова инвертором, но уже под защитным газом (аргоном).
При сварке нержавеющей стали необходимо учитывать следующие особые свойства этого материала.
Относительно высокий коэффициент линейного расширения нержавеющей стали.
Поэтому сварка нержавеющей стали всегда сопровождается значительной деформацией соединяемых деталей. В некоторых случаях, когда свариваемые детали толстые и между ними нет расстояния, эти деформации могут даже привести к образованию больших трещин.
Теплопроводность нержавеющей стали в 1,5-2 раза ниже, чем у низкоуглеродистых сплавов. Материал настолько теплопроводен, что свариваемые детали плавятся уже при сварочном токе, который на 15-20 % ниже, чем у низкоуглеродистой стали.
При сильном нагреве нержавеющей стали (выше 500 градусов Цельсия) возникает так называемая внутрикоррозионная коррозия. Это происходит потому, что на концах зернистой структуры металла начинают образовываться промежуточные слои хрома и карбидов железа. Этого явления можно избежать не только тщательным подбором условий сварки, но и принудительным охлаждением свариваемых деталей из нержавеющей стали, которое можно осуществлять с помощью обычной воды. Однако следует отметить, что водяное охлаждение подходит только для деталей из хромоникелевых сталей, имеющих аустенитную внутреннюю структуру.
Перегрев электродов с хромоникелевыми стержнями
Из-за низкой теплопроводности соединяемых материалов и их повышенного электрического сопротивления электроды с хромоникелевыми стержнями сильно нагреваются при сварке деталей из нержавеющей стали. Чтобы избежать этого нежелательного эффекта, используются сварочные электроды из нержавеющей стали длиной до 35 см.
Сварочные электроды Sabaros ME 101 3,2 мм для сварки нержавеющей стали
Наиболее распространенные способы сварки нержавеющей стали
Сварка изделий из нержавеющей стали, которые характеризуются высоким содержанием хрома, может осуществляться с использованием различных методов. К ним относятся, в частности, следующие техники сварки:
- аргонодуговую (с использованием вольфрамового электрода и режимов AC/DC TIG);
- выполняемую в режиме MMA покрытыми электродами;
- полуавтоматическая электродуговая сварка в среде аргона, проводимая в режиме MIG и с использованием проволоки из нержавеющей стали;
- так называемая холодная сварка для нержавеющей стали, выполняемая под большим давлением (название данной технологии обусловлено тем, что она не предусматривает плавления металла в процессе его соединения);
- шовную технологию и контактную точечную сварку.
Техника сварки фитингов из нержавеющей стали включает тщательное обезжиривание их поверхности ацетоном или авиационным топливом. Это делается для того, чтобы уменьшить пористость сварного шва, сделать сварочную дугу более стабильной и тщательно очистить кромки соединяемых деталей от краски. Только после тщательного удаления краски можно приступать к выбранному процессу сварки. Существует несколько основных процедур для сварки деталей из нержавеющей стали, но есть и техники, которые используются довольно редко. В любом случае, решение о том, как сваривать нержавеющую сталь, следует принимать исходя из конкретных условий и требований к формируемому соединению.
Сварка покрытыми электродами (ММА)
Сварка MMA деталей из нержавеющей стали покрытыми электродами является наиболее часто используемым методом. Этот метод довольно прост и может быть использован в домашних условиях, но не дает высококачественных сварных швов.
Сварку нержавеющей стали можно выполнить даже в домашних условиях, но для этого необходим специальный сварочный аппарат — инвертор. Чтобы сварить нержавеющую сталь инвертором и получить высоконадежный шов, необходимо правильно выбрать электрод, соответствующий типу нержавеющей стали. Все электроды, используемые для сварки изделий из нержавеющей стали, делятся на два основных типа
- с рутиловым покрытием на основе двуокиси титана (сварка такими электродами, обеспечивающими небольшое разбрызгивание металла и стабильную дугу, выполняется на постоянном токе и обратной полярности);
- с покрытием на основе карбоната магния и кальция (такими электродами нержавейка сваривается на постоянном токе обратной полярности).
Чтобы понять, какие электроды подходят для сварки нержавеющей стали, достаточно обратиться к стандарту ГОСТ 10052-75, в котором перечислены все виды сварочных материалов, а также указано, какие из них следует использовать для работы с металлом определенного химического состава. Для того чтобы выбрать электроды для нержавеющей стали, отвечающие требованиям этого ГОСТа, достаточно знать марку металла, части которого необходимо соединить.
Со всеми требованиями к сварочным электродам для нержавеющей стали вы можете ознакомиться, скачав ГОСТ 10052-75 в формате pdf бесплатно по ссылке ниже.
ГОСТ 10052-75 Электроды покрытые металлические для ручной металлодуговой сварки высококачественных легированных сталей с особыми свойствами Скачать.
Нюансы при сварке нержавеющих сталей
- Высокое электрическое сопротивление. Ввиду данной особенности, хромоникелевые электроды используют ограниченной длины (до 350 миллиметров).
- Высокий коэффициент расширения металла. Нужно строго соблюдать величину зазора между обрабатываемыми изделиями.
- Низкая теплопроводность. Для обработки нержавейки снижают величину тока на 15-20% ниже, чем при сварке обычных сталей.
- Наличие хрома в составе. Данный металл образует карбид хрома при взаимодействии с углеродом на высоких температурах плавления. В результате снижается прочность сварочного шва. Чтобы это избежать, нужно быстро остужать место сварочного соединения.
Опытные сварщики всегда учитывают вышеупомянутые особенности нержавеющей стали. Таким образом, можно получить высококачественные сварные швы с хорошей прочностью и без дефектов.
Импульсная сварка нержавейки
Одним из основных преимуществ импульсной сварки нержавеющей стали является полный контроль над сварочным циклом и подводом тепла к сварному шву. При каждом импульсе образуется сварочная капля, которая попадает в сварочную ванну. Это уменьшает зону термического влияния и позволяет лучше контролировать нагрев заготовки.
Кроме того, импульсная сварка нержавеющих сталей практически исключает разбрызгивание при сварке, что позволяет экономить сварочную проволоку, повышать производительность и сокращать время на повторную обработку шва.

Сварка нержавейки с разными металлами
При смешивании различных металлов и сплавов с нержавеющей сталью сварной шов может стать хрупким, потрескаться, стать менее пластичным и т.д.
Чтобы избежать ошибок при сварке нержавеющей стали с другими сплавами и металлами, следует использовать электроды для высоколегированных сталей, тщательно подготовить поверхность заготовки и закалить электроды. Кроме того, не рекомендуется предварительно нагревать зону сварки перед сваркой, а в качестве присадочного металла рекомендуется использовать высоколегированные сплавы или сплавы на основе никеля.
Сварной шов должен содержать меньше основного материала — не более 40 % от общего количества. 60 % должно приходиться на присадочный металл или электрод, в зависимости от используемого процесса сварки.
Как правильно варить нержавейку – сварка нержавеющих труб
Отметим основные особенности сварки труб из нержавеющей стали. Начинайте в зоне крыши с небольшого расстояния в 20-30 мм от нижней точки. Весь шов следует разделить на секции. Размер секций зависит от количества сварщиков и диаметра трубы.
На схеме ниже показан порядок и расположение участков сварки.
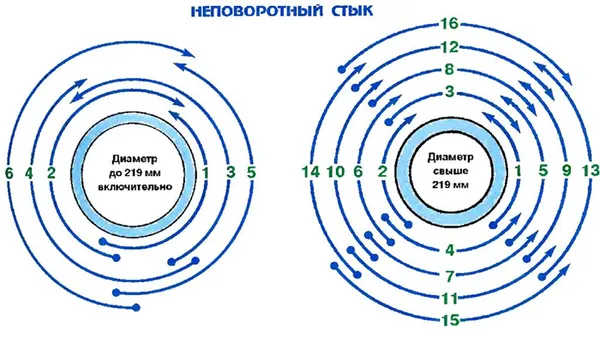
Очень важно разделить участки сварки так, чтобы замки нижнего и последующих слоев не перекрывались. Это часто приводит к ошибкам. Расстояния должны составлять 30-35 мм. Если сварка производится газом аргоном и неплавящимся электродом и нет возможности защитить обратную сторону шва аргоном, можно использовать специальные флюсовые пасты. Их следует наносить на корневую зону шва изнутри перед сваркой.
Сварка должна производиться без поперечных колебаний при минимальной длине дуги. Валики должны быть не шире 6 мм и не выше 2,5-3 мм. Если дуга прерывается, место прерывания необходимо зачистить механически или абразивом. Затем необходимо отойти на 18-20 мм от места прерывания и начать процесс заново.
При сварке нескольких слоев (многопроходная сварка) необходимо подождать, пока предыдущий слой остынет примерно до 100 градусов, и только после этого приступать к новому слою. После сварки каждого слоя необходимо тщательно проверить шов на наличие дефектов. Если таковые имеются, их необходимо удалить и заварить шов заново.
Сварка нержавейки основные факторы сложности
Трудности сварки нержавеющей стали неоднократно упоминались в этом разделе, но мы просто обобщим эти факторы.
Высокий коэффициент линейного расширения
Этот фактор вызывает деформацию при охлаждении, так как металл сильно расширяется при плавлении. Решением является уменьшение сварочного тока и увеличение скорости сварки.
Низкая теплопроводность
Этот фактор приводит к перегреву и стеканию сварочной ванны. Выход — снижение сварочного тока, использование теплоотводов.
Межкристаллитная коррозия
Этот фактор приводит к сильному перегреву расплавленного металла в сварочной ванне и в зоне термического влияния. Выход — не перегревать ванну с расплавленным металлом, контролировать температуру при сварке нескольких слоев и давать предыдущему слою остыть.
Перегрев электродов с хромоникелевыми стержнями
Перегрев электронов повредит покрытие электрода и сильно ухудшит процесс. Решение — использовать минимальный ток и делать перерывы во время процесса.
Другие способы сварки нержавейки
В производстве для соединения легированных деталей используются и другие методы. Для соединения деталей на промышленных предприятиях не используется плакирующий материал, а нержавеющий сплав наносится на ограниченную, большую глубину.
Холодная сварка под большим давлением
Технология основана на способности сплавов преобразовывать кинетическую энергию в тепловую. При сжатии внутренняя структура стали изменяется, высвобождая энергию, что делает нержавеющую сталь деформируемой. Один слой вдавливается в другой, образуя диффузионный слой. Нержавеющая сталь сваривается путем приложения давления с одной или обеих сторон. Для этого используются специальные прессы. В результате получаются чистые точечные или линейные швы без сколов, трещин и внутренних напряжений в рабочей зоне.
Контактная сварка нержавейки
Ток подается на два нерасходуемых электрода из цветных сплавов, между которыми помещаются заготовки. При подаче тока электроды с силой прижимаются друг к другу. Нержавеющая сталь сваривается только в зоне контакта, дуга проникает в заготовку и расплавляет ее. Ручные сварочные пистолеты используются для сварки тонких нержавеющих сталей толщиной до 2 мм. Более толстые заготовки сваривают машинами с усилением, чтобы зона контакта была сжата. При этом образуется пятно размером с площадь электрода.
Лазерным лучом
Для нержавеющей стали используются процессы точечной и шовной сварки. Возможна только сварка с разделкой. При широкой сварке в рабочей зоне создаются остаточные напряжения. Расплавленная ванна ограничивается вспышкой луча. Нержавеющая сталь нагревается мгновенно, и сварной шов образует прочное мелкозернистое соединение. Расплавленный металл полностью заполняет шов. В домашних условиях лазерная сварка используется редко из-за высокой стоимости оборудования.
Читайте также: Как проверить сварной шов на герметичность.
Плазменная сварка
Принцип работы основан на ионизации газа из дуги в специальной камере, называемой плазменной горелкой. С помощью тугоплавкого вольфрамового электрода создается электрическое поле. Направленный плазменный ток быстро расплавляет заготовки в композите при высокой температуре. Существует два типа оборудования:
- ручное, вторым контактом для образования дуги становится металлическая деталь;
- автоматическое, дуга создается между электродом и стенкой камеры.
Портативный аппарат плазменной сварки сваривает тонкие заготовки толщиной до 3 мм, а автоматические машины сваривают заготовки толщиной до 160 мм. Кромки предварительно обрезаются, но сварка производится за один проход.
Завершающий этап
Качество соединения проверяется до того, как нержавеющая сталь будет загерметизирована после сварки. Если нет трещин, удаляются соли и сажа, образующие на металле оксидный слой. Это может быть сделано двумя способами:
- механическим с помощью железной щетки, наждачки, шлифовального инструмента;
- химическим, используя соляную и серную кислоту с последующей промывкой поверхности.
Пассивирующий слой наносится на сварной шов после обработки рабочей зоны.
Самостоятельная сборка или ремонт изделий из нержавеющей стали требует от сварщика определенного мастерства. Важно учитывать свойства сплава, электродов и параметры тока. С тонкостенными деталями следует обращаться с особой осторожностью. Они быстро нагреваются и деформируются.
Подготовка и финишная обработка
Качество сварки нержавеющей стали, как и любого другого металла, зависит от подготовки зоны сварки. Металл должен быть тщательно очищен от жира, пыли и грязи, промыт ацетоном или высокооктановым бензином и высушен. Для придания характерного блеска кромкам фитингов следует использовать металлическую щетку.
Сварка нержавеющей стали имеет свои особенности — высокий коэффициент теплового расширения может вызвать холодные трещины, если детали прижать слишком плотно. Между ними следует оставлять небольшой зазор, ширина которого зависит от инструкций или опыта сварщика.
Очистка сварных швов из нержавеющей стали является обязательной частью процесса отделки. Она выполняется механическим или химическим способом. Основная цель — удаление нагара и солей, а также очистка зоны сварки от различных загрязнений, препятствующих образованию подходящего оксидного слоя.
Перед очисткой сварные швы из нержавеющей стали должны быть тщательно проверены на наличие трещин или других видимых дефектов. Использование оборудования для контроля дефектов не обязательно для бытовой сварки, но оно необходимо для промышленной сварки.

Кислотное травление проводится с использованием соляной и серной кислоты для всех типов стали. После травления рабочую зону необходимо промыть чистой водой. Кислотное травление редко выполняется в домашних условиях, более распространен механический способ.
Механическая обработка производится с помощью металлической щетки и мелкой наждачной бумаги. Если возможно, используется также пескоструйная обработка. После механической обработки на шов необходимо нанести пассивирующее средство.
Шлифование и полирование области шва и всей поверхности заготовки производится полировальными и шлифовальными кругами с разными поверхностями. В качестве инструмента используются шлифовальные или виброшлифовальные машины.
Сварочные работы по нержавеющей стали имеют много особенностей и тонкостей. Если у вас есть практический опыт сварки нержавеющей стали — поделитесь им на страницах нашего сайта. Мы с нетерпением ждем ваших писем и сообщений.
Обработка изделий перед сваркой
Перед проведением сварочного процесса необходимо выполнить следующие задачи:
- Удалить с поверхности соединяемых деталей загрязнения. Это можно сделать с помощью металлической щетки, наждачной бумаги.
- Обработать места соединения заготовок любым растворителем (специальной жидкостью, ацетоном, уайт-спиритом). Отсутствие жировых пятен позволит значительно увеличить устойчивость дуги.
- Произвести обработку свариваемых поверхностей средством, исключающим налипание брызг расплавленного металла. Это даст возможность устранить необходимость в последующей очистке изделия.
Обработка изделий после сварки
Очень важно, чтобы изделия из нержавеющей стали были обработаны после сварки. В противном случае могут возникнуть негативные последствия, такие как коррозия и снижение прочностных характеристик конечного продукта.
Для обработки сваренных сплавов нержавеющей стали обычно используются следующие процедуры:
- Механическую очистку с использованием стальных щеток. Позволяют улучшить внешний вид.
- Пескоструйный способ. Дает возможность придать изделию достаточную привлекательность.
- Шлифование. Гарантирует получение шва с идеально ровной поверхностью.
- Для защиты места неразъемного соединения от естественного разрушения применяют пассивацию и травление.
Оборудование для сварки нержавейки
При выборе сварочного оборудования в Москве необходимо учитывать специфические оттенки свариваемых деталей. В нашем магазине вы можете купить сварочное оборудование для любых технологий:
- Аппараты КЕДР PRIME для метода MMA/ARC. Отличаются эффективной системой охлаждения, высокой мощностью, хорошей защищенностью. Быстрая настройка основных параметров сварочного процесса обеспечивается за счет оснащения модели цифровым информативным дисплеем.
- Сварочные полуавтоматы КЕДР UltraMIG. Позволяют осуществлять полуавтоматическую и ручную дуговую сварку как углеродистых, так легированных стальных сплавов.
- Аппараты аргонодуговой сварки КЕДР TIG. Позволяют производить сварочные процессы в линейных и импульсных режимах. При этом можно легко менять настройки любого рабочего параметра.
Все модели имеют компактные размеры и небольшой вес. Они могут использоваться как на производственных предприятиях, так и в автомобильных мастерских.