Для примера необходима не только модель аппарата, но и определенные условия. В качестве материала используются стальные листы толщиной 2,5 мм, для которых идеально подходит проволока диаметром 1 мм и газ — смесь аргона (80%) и углекислого газа (20%).
Как правильно настроить сварочный полуавтомат
Новички в работе с подобным оборудованием наверняка задаются вопросом: какой сварочный полуавтомат имеет необходимые настройки и не требует дополнительного устранения неполадок? Однако таких моделей не существует по двум причинам. Во-первых, в силу самой технологии производства невозможно установить одинаковые параметры для каждого случая. Во-вторых, такое единообразие не имеет смысла, поскольку оборудование предназначено для сварки разных материалов.
В то же время сохранение заводских параметров значительно ограничивает возможности использования аппарата, так как разные металлы и сплавы приходится соединять в разных условиях. В комплект поставки обычно входят инструкции для самоделкиных, но их часто бывает недостаточно. Поэтому каждый опытный мастер знает, как правильно подключить и настроить сварочный полуавтомат для конкретного материала. Этот опыт часто дополняет и уточняет заводские инструкции.

Параметры настроек
Работа сварочных полуавтоматов описывается четырьмя техническими параметрами:
- напряжение дуги – изменение этого параметра влияет на значение силы тока;
- сила тока и скорость подачи проволоки – две связанных характеристики с прямо пропорциональной зависимостью друг от друга;
- расход защитного газа – он увеличивается с повышением значений предыдущих характеристик.
Эти четыре параметра определяют направления, в которых необходимо настроить аппарат для работы с конкретным материалом. Важно знать, что настройка не может сохраняться в течение длительного времени по следующим наиболее распространенным причинам:
- незначительный ремонт оборудования, установка новых комплектующих;
- изменение химического состава газовой смеси, применяемой как защитная среда;
- перепады и скачки напряжения электрического тока, питающего аппарат;
- использование присадочной проволоки другой марки и/или с иным составом.
Даже среди ряда родственных моделей одного производителя часто наблюдаются значительные различия в заводских настройках. Подобные расхождения могут также возникать между аппаратами с идентичными рекламируемыми характеристиками. Чтобы научиться подбирать сварочные полуавтоматы в соответствии с поставленной задачей, необходимо ознакомиться с принципами работы машины и распознать в ней закономерности и причинно-следственные связи.

Рекомендации по настройке
Четыре рабочие характеристики аппарата предполагают пять настроек: смесь защитного газа, напряжение, полярность, скорость подачи проволоки и проплавление. Давайте рассмотрим каждый аспект более подробно.
Подбор газовой смеси
В зону сварки вводится газовая смесь или чистый газ для защиты свариваемых деталей и оборудования от высоких температур и искр. В сварочных полуавтоматах используются два вещества: углекислый газ и инертный материал аргон. Для различных сплавов и качества сварки возможны четыре комбинации
- Чистый углекислый газ – подходит для толстых листов или крупных изделий из сплавов на основе железа (чугун, сталь), обеспечивает глубокий проплав, но дает большое количество искр, а шов получается в итоге грубым и некрасивым.
- Первая смесь обоих газов – на три четверти (75 %) состоит из аргона и на одну четверть (25 %) из углекислоты. Состав подходит для работы с тонкими листами и с небольшими деталями. Дает минимум брызг, а спайка получается аккуратной.
- Вторая смесь обоих газов – на 98 % состоит из аргона и на 2 % из углекислого газа. Основное назначение такой среды – сваривание деталей из нержавеющей или оцинкованной стали, медных сплавов. Минимум брызг, высокое качество шва.
Чистый аргон — используется для соединения деталей из алюминия, меди и сплавов на их основе, а также для работы с цветными металлами в целом. Он обеспечивает практически полное отсутствие искр, а сварной шов получается тонким, гладким, чистым и красивым.
Чем больше аргона в защитной среде, тем аккуратнее, чище и тоньше сварной шов. Углекислый газ дает довольно грубый шов и не подходит для тонколистового металла, небольших фитингов и цветных металлов. Однако он дешевле, поэтому его чаще всего используют при сварке больших объектов и для грубых работ.

Настройка напряжения
Параметр должен быть установлен в зависимости от требуемой глубины проплавления и толщины листов или размеров свариваемых деталей. Чем больше энергии требуется для расплавления клея и обрабатываемого сплава и горения дуги, тем выше должно быть напряжение устройства, преобразующего электрический ток в тепловую энергию.
Напряжение устанавливается ступенчато. Большинство современных устройств позволяют устанавливать необходимое для работы напряжение в два этапа.
- Сначала с помощью переключателя на задней стороне полуавтомата выбирается один из двух режимов работы прибора. Режимы отмечены цифрами «1» и «2».
- Далее в рамках каждого из этих режимов можно выбрать между минимальным и максимальным уровнем напряжения. За это отвечает второй переключатель.
В результате получается четыре различных напряжения. Чтобы помочь вам выбрать нужное значение, некоторые модели также имеют панель для настройки напряжения и скорости подачи проволоки. Эти инструкции для каждой машины отдельные. Слишком низкое напряжение не обеспечит нужную глубину проплавления, и сварной шов будет некачественным. Если напряжение очень высокое, есть риск, что материал сгорит.
Настройка скорости подачи проволоки
Регулировку следует выполнять только после выбора напряжения источника питания. Причина в том, что скорость подачи тока определяет скорость плавления, которая также связана с напряжением. Когда заправочная нить начинает плавиться, скорость подачи уменьшается. Если этот параметр ниже или выше соответствующих напряжений, качество шва значительно ухудшится:
Настройка полуавтомата для сварки

Полуавтоматы являются одним из наиболее часто используемых типов сварочного оборудования. Они удобнее ручных аппаратов и дешевле современных автоматических систем. Однако получаемый результат зависит от настройки сварочного полуавтомата и различается для тонкого и толстого металла, для работы в углекислом газе при использовании редуктора, для толстостенного и индукционного.
Что нужно учитывать?
Доклад о настройке сварочного полуавтомата следует начать с того, какие особенности обычно имеет этот аппарат. Конструкторы предлагают три основных типа настроек работы аппарата. К ним относятся:
- регулировка напряжения (по нескольким базовым режимам);
- изменение темпа подачи проволоки;
- корректировка скорости перемещения изоляционного газа.
Ряд трудностей возникает, когда необходимо использовать полуавтомат для тонкого металла. Такая ситуация возникает, когда:
- ремонте автомобилей и других транспортных средств;
- ремонте и изготовлении труб небольшого сечения;
- получении емкостей для воды и других жидкостей;
- починке бытовой техники, инструментов;
- строительстве гаражей, заборов, ангаров.
Тонкий металл определяется как металл с толщиной слоя не более 4 мм. Тонкий металл тоньше 0,2 мм. В этом случае сварочные аппараты настроены на размер электрода до 4 мм. Использование более мощных электродов может привести к преждевременному гашению дуги. Если слой металла не превышает 1 мм, необходимо использовать электроды от 0,5 до 2 мм.
Для заготовок от 1,5 до 2 мм следует использовать электроды толщиной от 2 до 2,5 мм. Некоторые специалисты используют электроды диаметром до 3 мм. Однако это требует тщательного изучения конкретного случая и тщательной настройки создаваемых дорожек. Сварка толстых металлов имеет свои тонкости. В частности, необходимо устанавливать более высокое напряжение.
Как настроить?
Скорость подачи газа
Каждый сварочный аппарат оснащен выходом, который подключается к ролику. Расход защитного газа можно регулировать с помощью редуктора давления. Важно! Для каждого типа газа необходимо использовать подходящую модель. Например, аргон невозможно правильно подать с помощью редуктора давления для углекислого газа (это касается и обратного). Следует также иметь в виду, что некоторые редукторы давления не подходят для сварочных работ (они характеризуются отсутствием шкалы, показывающей фактическое давление газа, выходящего наружу).
Когда главный клапан открывается, значение на шкале достигает определенного значения. От полностью открытого клапана постепенно переходите к расходу от 7 до 10 литров в минуту. Примечание: Если в системе вместо расходомера используется манометр, правильно будет установить давление от 1 до 2 кг на 1 см2. Это начальное (статическое) давление. Оно обязательно изменится, как только будет нажата кнопка включения горелки. Точная регулировка возможна при отключенной подаче проволоки. Но возможна и грубая регулировка без специальных индикаторных устройств. В этом случае начните с минимального количества газа.
Тип сварки поможет вам судить о достаточности подачи газа. Если появляются поры, увеличивайте подачу газа до тех пор, пока поры больше не появятся. При работе на открытом воздухе или в помещении расход газа увеличивают. Профессиональные сварщики обращают внимание на звук потока газа из горелки. Они используют этот звук для определения параметров в дальнейшем.
Что влияет на настройку аппарата
От этого зависит положение сварных швов в помещении и конфигурация швов:
- напряжения дуги и полярности тока;
- скорости подачи проволоки, ее диаметра и марки;
- толщины металла;
- вида газа в баллоне и его расхода;
- состояния отдельных частей прибора.
Рекомендуем прочитать Как собрать самодельный сварочный полуавтомат.
Компоненты включают:
- блок управления;
- встроенный источник питания;
- подающий механизм для припоя;
- горелка;
- силовой кабель;
- баллон с аргоном или углеродом.

Устройство подачи проволоки включает в себя тянущие ролики, редуктор и электродвигатель. Настройки регулируются в зависимости от результатов теста сварки с помощью ПА.
Толщина металла
Несколько слов о том, как правильно настроить сварочный полуавтомат в зависимости от параметров заготовок.
Тонкие листы накладываются друг на друга, в верхнем листе просверливаются отверстия, через которые поступает сварной шов.
При настройке отрегулируйте рабочий ток и напряжение, измените скорость подачи проволоки на меньшее значение. Если дуга становится нестабильной, немного увеличьте выбранные значения.
Чтобы избежать прожога металла, подавайте электрод без перерыва. Предпочтительно сваривать от центра материала, чтобы оставшиеся отверстия не были залиты расплавом. Если шов не должен быть плотным, детали соединяются отдельными точками на расстоянии 1-5 см.

Куски толщиной 4 мм и более должны быть скошены. Таким образом можно сформировать ровный и качественный шов. Рекомендуется работать на открытом воздухе.
В таблице ниже перечислены наиболее важные параметры.
| Толщина заготовки (мм) | Ток (А) | Напряжение (В) |
| 1,0 | 70 | 17 |
| 1,5 | 95-110 | 18-19 |
| 2,0 | 110-150 | 19-21 |
| 2,5 | 130-150 | 21,5 |
| 1,0 | 100-110 | 18-19 |
| 2,0 | 125-180 | 19-22 |
| 3,0 | 150-180 | 20-22,5 |
| 4,0 | 180-270 | 18-22 |
| 2,0 | 140-180 | 20-22,5 |
| 3,0 | 170-250 | 21,5-24 |
| 4,0 | 200-300 | 22-28 |
Все значения являются начальными. Они корректируются в процессе работы.
Наличие газовой среды и ее состав
При сварке используются различные виды газов, чаще всего гелий, углекислый газ или аргон. Они используются для повышения прочности сварного шва.
Выбор смеси зависит от качества желаемой работы и свойств металла a
- СО² хорошо предохраняет конструкционные металлы (полностью закрывает сварочную ванну, обеспечивает глубокий проплав), однако создает брызги, отчего шов получается грубым. Мастера не рекомендуют применять эту смесь для производства тонких работ.
- Аргон с добавлением углекислого газа (Ar — 75%, СО² — 25%). Состав с таким сочетанием годится для соединения конструкций из тонких листов металла. Шов получается ровным, разбрызгивание минимальное.
- Ar — 98% + СО² — 2%. Смесь используется при сварке нержавеющей стали.
- Чистый аргон применяется для работы с алюминием и его сплавами.
Начальные настройки
Сначала определяется сила тока, которая зависит от толщины и типа материала. Следующим шагом является установка скорости проволоки. Это делается либо плавно, либо ступенчато. Первый способ гораздо удобнее. Далее выбирается необходимое напряжение.
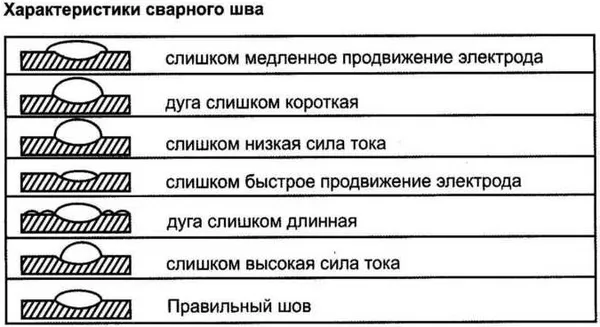
Если настройки сделаны неправильно, полуавтомат издает скрипучие звуки. Щелкающие звуки громкие: Скорость сварки низкая. Увеличивайте ее до тех пор, пока аппарат не станет относительно тихим. Расплавленный металл сильно разбрызгивается: в точке сварки недостаточно защитного газа. Увеличьте подачу путем регулировки редуктора.
Общая детальная таблица настроек автомата
На качество сварочных работ влияет множество факторов.
Например, существуют различные таблицы для регулировки аппарата:
| Толщина металла (мм) | Диаметр электрода | Ток (А) | Напряжение (В) | Скорость проволоки (м/час) | Расход газа (л/мин) |
| 1,0 | 0,8 | 70 | 17 | 110-120 | 6-7 |
| 1,5 | 0,8 | 95-110 | 18-19 | 110-120 | 6-7 |
| 2,0 | 0,8 | 110-150 | 19,0-21,0 | 130-150 | 6-7 |
| 2,5 | 0,8 | 130-150 | 21,5 | 130-150 | 7-8 |
| 1,0 | 1,0 | 100-110 | 18,0-19,0 | 110-120 | 6-7 |
| 2,0 | 1,0 | 125-180 | 19,0-22,0 | 130-150 | 6-8 |
| 3,0 | 1,0 | 150-180 | 20,0-22,0 | 150-160 | 6-8 |
| 4,0 | 1,0 | 180-270 | 18,0-22,0 | 200-300 | 7-9 |
| 2,0 | 1,2 | 140-180 | 20,0-22,5 | 150-160 | 7-9 |
| 3,0 | 1,2 | 170-250 | 21,5-24,0 | 200-220 | 7-9 |
| 4,0 | 1,2 | 200-300 | 22,0-28,0 | 300 | 7-9 |
Даже тщательно изучив рекомендации мастеров и производителей, не всегда удается правильно настроить аппарат. Регулировки приходится выполнять снова и снова.
Как проводится сварка полуавтоматом
Как и при других сварочных работах, перед началом работы необходимо позаботиться о предварительной подготовке деталей — обезжирить и очистить от краски. Подключите провод заземления к сварочному столу и проверьте длину сварочной проволоки перед началом работы. Если проволока длиннее, обрежьте ее бокорезами.
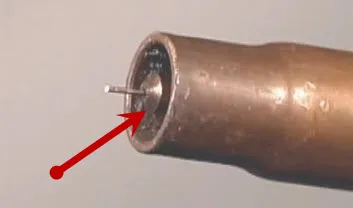
СОВЕТ: Важно, чтобы конец проволоки был острым — тогда легче зажечь дугу. Во время сварки откусывайте кончик проволоки (или шарик) перед каждым новым сварным швом — это облегчает зажигание нового шва.
Как и любой другой сварочный процесс, полуавтоматическая сварка начинается с зажигания дуги. Для этого сварочная проволока должна коснуться поверхности свариваемого изделия. Нажмите кнопку пистолета — сварочная проволока и защитный газ подаются одновременно.
Дуга зажигается. Начинается процесс сварки. Отпустите кнопку и уберите горелку от изделия, чтобы погасить дугу.

Горелкой можно управлять одной рукой, но при использовании двух рук сварной шов будет чище, а процесс — более контролируемым. Одну руку следует расположить вокруг горелки так, чтобы указательный палец находился внизу кнопки пуска. Передняя рука может опираться на другую руку, чтобы было легче контролировать расстояние до свариваемой поверхности, угол наклона и делать правильные движения горелкой.
Не существует универсального угла, под которым следует держать сварочную горелку при сварке. Если мы свариваем детали в одной плоскости и обе детали имеют одинаковую толщину, горелку можно держать вертикально. Если детали имеют разную толщину, угол должен быть в направлении детали с меньшей толщиной. При сварке двух деталей под углом лучше всего держать горелку под углом 5 — 25 % градусов (от вертикали). Расстояние между соплом и свариваемой поверхностью должно составлять 5 — 20 мм.
Движение горелки может быть как по диагонали вперед, так и по диагонали назад. При сварке под углом назад. Этот метод увеличивает глубину проплавления и высоту сварного шва и уменьшает его ширину. Сварка под углом вперед дает лучшее проплавление кромок и меньшую глубину проплавления, но шов получается шире. Этот метод хорош для сварки металлов небольшой толщины.
В процессе сварки вы поймете, как сваривать наиболее комфортно и удобно — от того, как вы держите горелку, до параметров аппарата. Также обращайте внимание на звук дуги — он поможет вам скорректировать настройки. Например, правильно отрегулированная дуга будет иметь ровный, свистящий звук. Если вы слышите скрипящий звук, скорее всего, нарушен баланс между скоростью подачи и натяжением или плохой контакт в зоне сварки.
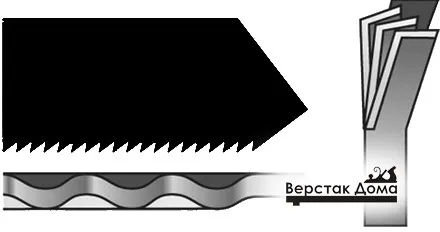
Влияние скорости движения горелки на качество шва
Качество сварного шва также зависит от скорости сварки — скорости, с которой дуга движется вдоль шва. Скорость сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость в зависимости от толщины и ширины шва в процессе сварки:
- Слишком высокая скорость сопровождается повышенными брызгами металла. Шов получается тонким и прерывистым.

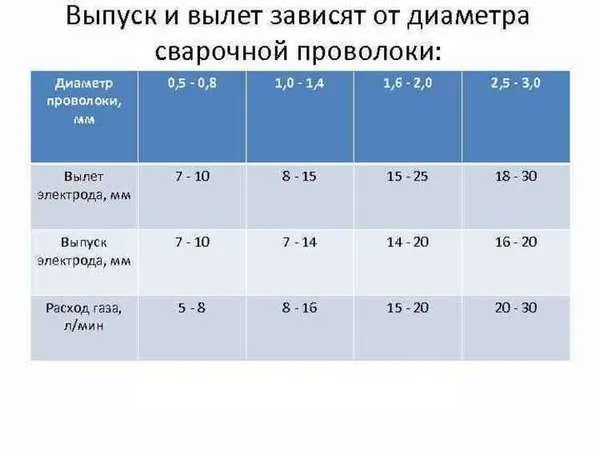
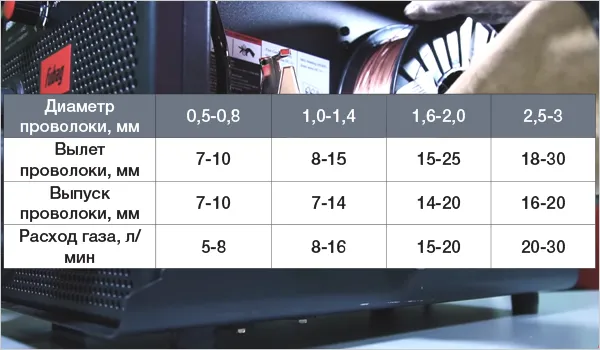
Вылет проволоки
Выход проволоки — это расстояние между кончиком наконечника и концом проволоки. Если вы используете углекислый газ или смеси, держите диапазон между 0,6 мм и 1 см. Чрезмерный выступ ослабляет лук. Чем короче свес проволоки, тем стабильнее дуга и лучше пробивная способность, даже при низком напряжении. Поэтому наилучший свес проволоки — как можно короче. Однако выступ проволоки может зависеть от того, утоплен ли наконечник резака в газовом сопле. Чем больше наконечник утоплен в сопле, тем больше должен быть выступ проволоки.
- Расстояние между кончиком контактного наконечника и краем сопла может быть разным. Сопла и наконечники бывают разных размеров и могут по-разному располагаться относительно друг друга. В зависимости от устройства сварочной горелки, сопло может жёстко устанавливаться, либо может регулироваться и устанавливаться по-разному, делая наконечник углублённым внутри сопла, вровень с соплом, либо выступающим из сопла.
- Обычно, при сварке листовой стали с защитным газом (углекислотой или смесями), кончик наконечника горелки должен быть вровень с краем отверстия сопла.
- При использовании проволоки с флюсом (она требует большего нагрева для активации флюса) нужно выдерживать более длинный вылет проволоки. Поэтому, чтобы расстояние сопла от зоны сварки не было слишком большим, наконечник должен быть утоплен внутрь сопла. Наконечник должен быть немного утоплен и при сварке с большим напряжением, когда вылет проволоки должен быть больше. Также, наконечник горелки может быть углублён, если нужно варить точками и короткими стежками, когда сопло может упираться в свариваемый металл.
- Использование неправильного наконечника или сопла может быть причиной избыточных брызг, прожига насквозь, коробления и недостаточного проникновения.
Начало работы сварочным полуавтоматом
Для начала работы автоматический сварочный аппарат должен быть полностью подготовлен к процессу сварки. Проволока должна быть вставлена, а газовый баллон подключен. На свариваемом металле должен быть установлен зажим заземления. Он должен быть расположен на расстоянии от 15 до 50 см от свариваемого участка. Металл должен быть очищен от ржавчины, краски, масла и грязи. Любое небольшое сопротивление будет влиять на процесс сварки. Грязный металл во время сварки приводит к взрыву и возгоранию брызг.
Правильно отрегулированные напряжение и скорость подачи проволоки должны обеспечивать хороший поток сварки. При правильной настройке будет издаваться характерный шипящий и вихрящийся звук, хорошо знакомый всем сварщикам. Подробнее о процессе сварки читайте в статье «Полуавтоматическая сварка MIG/MAG».
Примеры сварочных швов с разными настройками напряжения
Напряжение определяет высоту и ширину сварного шва.
На фото показаны сварные швы на листах толщиной 1,2 мм, выполненные с увеличением напряжения (слева направо). Сварные швы при низком напряжении узкие и высокие, а при высоком напряжении — широкие и плоские.

Если смотреть с обратной стороны, то два шва с левой стороны не имеют хорошего провара по всей длине. Три шва с правой стороны имеют хорошую проклейку по всей длине.

Эти швы наиболее четко показывают влияние увеличения натяжения на поперечное сечение. Первые два имеют шов на вершине, но без проникания в металл. Третий шов имеет и шов сверху, и хорошее проникновение, и является самым лучшим из всех швов. Два шва с правой стороны имеют большее проникновение под металл, чем сверху, потому что натяжение установлено слишком высокое.
Полярность
Процедура изменения полярности проста. Под крышкой есть табличка, указывающая, какие типы металла и провода нужно поляризовать вперед или назад. Прямая — линза подключается к отрицательному полюсу. При прямой полярности провода плавятся на 50% быстрее, но стабильность дуги ниже.
Читайте также: Особенности и преимущества технологии автоматической дуговой сварки

Самозащитная проволока с флюсовым сердечником сваривается с прямой полярностью. Для защиты сварного шва используется максимальная энергия выделения тепла. Флюс вступает в реакцию без остатка. Склонность к разбрызгиванию компенсируется за счет пренебрежения подрезанием рабочей зоны и порывами ветра. Издержки в виде брызг и шлаковой инкрустации являются необходимым злом.
Твердая медь, покрытая газовым облаком, подключается к положительному полюсу. Подготовка материала к сварке включает очистку от коррозии, загрязнения швов и сварочных шаров. Проводимость увеличивается с увеличением диаметра. Для больших заготовок имеет смысл увеличить сечение проволоки.

Пренебрежение такими «мелочами» приводит к потерям качества: чрезмерному разбрызгиванию, малой глубине сварочной ванны (непровар). Контролировать и отслеживать качество дуги становится очень сложно.
Вылет и выпуск проволоки
Длина выступания расходуемого электрода из контактной трубки (наконечника), величина рабочего зазора линзы влияют на качество неразъемного соединения.
Важно: перекосы, преждевременная сварка, перераспыл — вызваны неравномерностью диаметра проволоки и размера выходного отверстия сопла.
В разных конструкциях соотношение между наконечником горелки и соплом различно. При установке заподлицо контактная трубка утоплена или выступает на расстояние до 3,2 мм от сопла.
Низколегированные конструкционные стали свариваются в небольших выступах — увеличение расстояния позволяет охватить защитным газом. Проволока с флюсовыми жилами искусственно растягивается для повышения температуры плавления.
Настройка дуги
Простые модели PA имеют верньерный контроль значений индукции. Регулировка твердости варьирует температуру дуги, глубину проплавления и кривизну сварного шва. Чувствительность деталей к перегреву, тонкие стенки больше не препятствуют сварке.
Уменьшение сжатия канала тока (увеличение индуктивности) повышает температуру плавления, проплавление глубокое, сварочная ванна разжижается. Сварная фаска становится более плоской. Управление глубиной проплавления, температурой дуги и ванны — это совершенно новый уровень управления сварочным аппаратом.
Небольшие дополнительные диаметры делают дугу более стабильной, увеличивают скорость осаждения, оптимизируют глубину проплавления и уменьшают разбрызгивание. Кривизна сварного шва и размер брызг используются для определения длины дуги: маленькая дуга делает сварной шов более прочным, большая — предотвращает образование наплавления.
| Индуктивность max | Индуктивность min |
| Проплав углубляется | Низкотемпературная дуга |
| Разжижение сварочной ванны | Брызгообразование усилено |
| Валик шва ровный, гладкий | Валик шва объёмный |
| Угловые, усиленные швы | Настройка полуавтомата для сварки тонкого металла |
Читайте также: Технология сварки в металлоконструкциях: типы швов и соединений
Управление скоростью подачи проволоки

Переключатель тока кабеля может быть двухступенчатым (высокий/низкий) или многоступенчатым. Клей большего диаметра наносится с задержкой, оптимизируя процесс.
Положения и различия сварочных швов полуавтоматической сварки
Чтобы быстро научиться сваривать полуавтоматом, необходимо знать положения, в которых следует выполнять процесс.
Позиции сварки на практике различны. Они делятся на сварные швы, выполняемые сварщиком в самом нижнем положении, отсюда и название — нижнее положение. Сварка в этом положении может выполняться справа налево или слева направо. Можно использовать технику наложения узких бусин или осциллирующую поперечную сварку.
Вертикальное положение
Следующее положение — вертикальное. Сварные швы легче выполнять, если сварочная горелка наклонена вниз. Это гарантирует, что металл сварочной ванны не вытечет из-за давления дуги.
Этот метод хорошо подходит для тонкого металла, когда не требуется глубокое проплавление. В случаях, когда это требуется, используется метод сварки с подъемом. Для этого используется угол сварки от 60 до 120 градусов.
Потолочное положение
Свыше 120 до 180 градусов — это так называемый нависающий шов. Он является наиболее сложным для выполнения. Это связано с тем, что металл в сварочной ванне течет, создавая дефект в виде волны, и процесс осуществляется в очень сложном положении почти над головой сварщика. Для сварки горелку необходимо расположить перпендикулярно изделию или наклонить назад. Кроме того, во время сварки необходимо совершать колебательные движения горелкой.
Горизонтальное положение
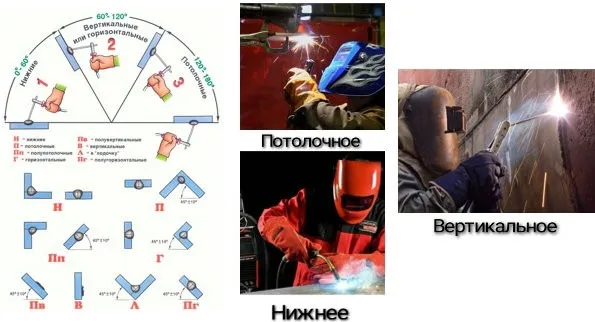
Рассмотрим еще одно положение сварки — горизонтальное. Выполнить его сложнее, чем нижнее, так как и здесь металл заканчивается. При сварке горизонтальных швов лучше всего выполнять колебания с поперечным скосом от нижнего края изделия.
Горизонтальные швы следует сваривать осциллирующей горелкой от края.
Для вертикальных сварных швов в тонких листах используется метод «вниз», так как при методе «вверх» выделяется большое количество тепла, что в свою очередь влияет на структуру, вызывая прожог и деформацию. Наклон электрода 20-35º.
Существует множество типов сварных швов. Для механизированной сварки они определены ГОСТ 14771-76. Этот стандарт определяет следующие типы сварных швов: швы встык, швы внахлестку, угловые швы и тавровые швы, которые используются для сварки труб и профильных конструкций, а также конструкций из листового металла.
Основные швы C4, C5, C7 и C18 имеют следующую форму
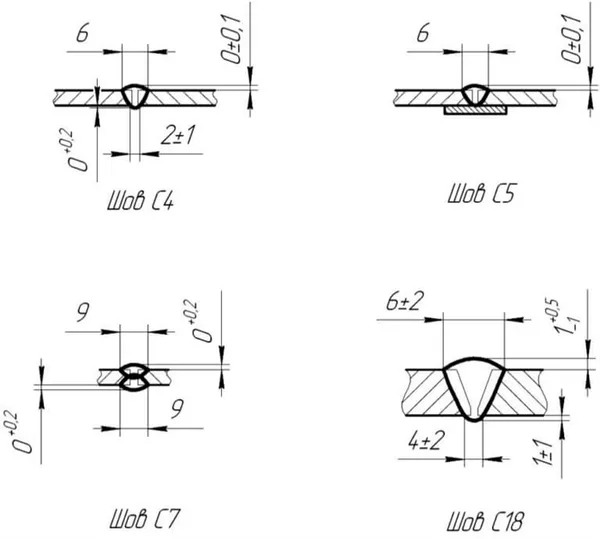
Основные швы C4, C5, C7 и C18 имеют следующую форму
Угловое сварное соединение U1
Если вы знаете, что такое сварочный полуавтомат и как им пользоваться, вы сможете соединять металлы с максимальной эффективностью и качеством.
Как сварить сварочным полуавтоматом алюминиевые детали?
Алюминиевые поверхности следует соединять алюминиевой проволокой. Пластиковая проволока может легко застревать в горелке и изгибаться в разных направлениях. Этого можно избежать, используя специальные токоприемники.
Для защиты соединения используйте высококачественный аргон. Выберите правильное давление. Давление должно предотвращать всасывание воздуха в сварочную ванну.
Аналогичное явление происходит, если защитный газ подается слишком быстро. Правильно установите индукцию на сварочном полуавтомате.
При сварке сварщик должен прорывать фольгу, покрывающую алюминий, вести дугу с определенной скоростью и следить за сварочной ванной. Только так можно добиться ровного, постоянного сварного шва.
Сварка в углекислом газе
CO2 — один из самых дешевых газов. Полуавтоматическая сварка металлов с использованием CO2 — распространенный процесс сварки.
Он подходит для соединения цветных и черных металлов, даже тонких деталей. Для соединения заготовок достаточно узкой кромки.
Проволока плавится очень быстро, что многократно сокращает время сварки. Сварка получается отличного качества.
Полуавтомат качественно соединяет металлические поверхности различной толщины.
При полуавтоматической сварке плавящимся электродом поверхности свариваются гораздо лучше, проще и быстрее, чем при использовании других методов.
Сварной шов получается прочным, гладким, устойчивым к коррозии и загрязнениям. Научиться правильно пользоваться сварочным полуавтоматом несложно. Каждый раз, когда вы это делаете, результат работы становится все лучше и лучше.
Читайте много полезной информации на сайте mrmetall.ru