Сварка — это специальная техника, с помощью которой металлические элементы прочно соединяются друг с другом при помощи расплавленного клея. В повседневной жизни детали можно соединить с помощью обычного паяльника.
Канифоль: что это такое и как ей пользоваться — подробная инструкция для новичков при пайке в картинках и с видеороликом
Хотел бы я знать, сколько схем, транзисторов и диодов я спалил, когда учился паять сам в детстве без учителя. Я хотел научиться сам чинить бытовую технику, но в то время у меня не было ни хорошего учителя, ни интернета.
Я ничего не знал о канифоли: что это такое и как ее использовать. Поэтому я совершил много ошибок. Их не стоит повторять. Я написал об этом статью. Прочитайте ее и поделитесь своим мнением.
Историческое название канифоли — «канифоль Колофона», благодаря древнегреческому городу Колофон. В этом городе ценилась хорошая музыка, и музыканты натирали воском смычки и струны.
Канифоль состоит из смеси природных карбоновых кислот и их изомеров.
Она выглядит как хрупкое, аморфное вещество с характерным изломом, напоминающим раковину, и блестит как стекло. Его цвет варьируется от ярко-бледно-желтого до темно-красного.

Электрики издавна используют ее в качестве флюса для пайки и сварки металлов. Свойства канифоли во многом зависят от технологии ее изготовления.
3 метода промышленного изготовления канифоли и как они влияют на качество пайки
Канифоль для огнестрельного оружия производится одним из трех способов:
- Термической переработкой живицы (народное название смоляного сока от хвойных деревьев: сосны, лиственницы, кедра) с целью выпаривания из нее воды со скипидаром. Полученные твердые полупрозрачные куски очищают химическими веществами.
- Измельчением на механическом оборудовании хвойной древесины до мельчайших частиц и экстракцией (извлечением смол) специальными растворителями (экстрагентами), не смешивающимися со смолами.
- Перегонкой таллового масла, выделяемого в качестве отходов во время производства целлюлозы и бумаги.

Название канифоли зависит от способа ее изготовления и сырья. Например, галловая, экстракционная, сосновая или гарпиевая. По ней, а также по цвету, уже можно судить о качестве продукта, полученного вторичным способом.
Самая светло-желтая канифоль лучше всего подходит в качестве флюса для пайки, а более темные работают хуже и оставляют больше нагара на паяльном наконечнике.
Состав и физико-химические свойства: на что обращать внимание
Давайте действовать научно. Для этого сначала разберемся с требованиями государственного стандарта к свойствам канифоли как исходного продукта, а затем с возможностью изготовления технологического оборудования для ее производства различными способами.
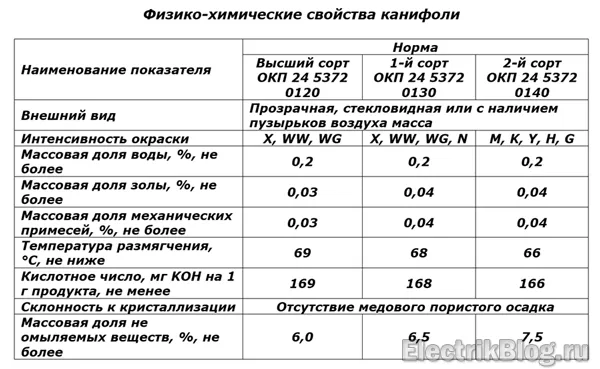
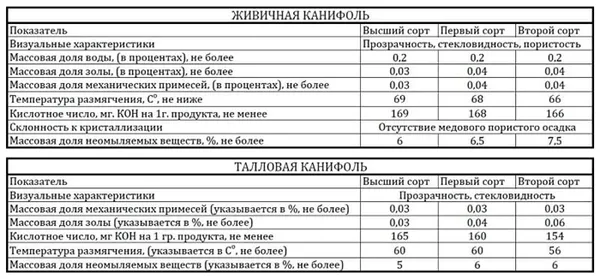
ГОСТ 19113-84 устанавливает технические требования к канифоли и делит ее на три категории, в зависимости от характеристик потребителей:
В связи с этим промышленность может гарантировать следующие качественные характеристики при производстве только тремя вышеуказанными способами.

Росин практически не содержит жирных кислот, которые часто недопустимы в некоторых операциях. А в экстракционной массе их может содержаться до 10 %.
Полезные свойства канифоли
Для практического использования в DIY следует обратить внимание на следующие свойства канифоли:
- высокие диэлектрические свойства, которые позволяют в ряде случаев после пайки не удалять остатки флюса на спаиваемых деталях. Исключением являются очень ответственные соединения на микрочипах точной электроники;
- хорошее растворение такими органическими растворителями, как ацетон, бензин, спирт, хлороформ, эфир;
- не растворяется в воде;
- температура плавления колеблется от 50÷70 градусов до 130 у отдельных сортов. Она зависит от исходного материала, из которого производится, и способа получения;
- основную часть смоляных кислот, а это порядка 90% всей массы, составляет полезная абиетиновая кислота;
- даже большие куски довольно просто разделять и размельчать самыми простыми механическими инструментами;
- срок годности практически ничем не ограничен.
Самоделкину полезно знать, что это вещество используется не только для сварки, но и для других целей:
Как паять паяльником с канифолью: 2 методики пользования флюсом
В принципе, технология сварки имеет общие характеристики во всех случаях. Прежде всего, различия, как правило, заключаются в особенностях применения флюса.
Перед сваркой необходимо подготовить рабочую зону, инструменты и соединяемые материалы. Всегда держите паяльный наконечник чистым и свободным от нагара и сажи.
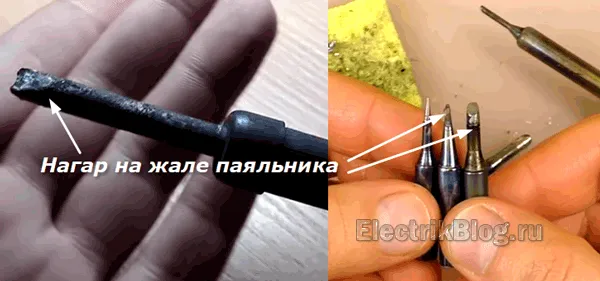
3 Советы по борьбе с нагаром и углеродом
Если вы не рассматриваете дорогие паяльники, то в настоящее время существует два типа паяльников:
- старые советского типа с медным наконечником;
- современные с веллеровским жалом из никелевого покрытия.
Нагар может образовываться на обоих, если не обращаться с ними должным образом. Однако в первом случае достаточно взять напильник или тонкий пробойник и просто очистить медный металл. После удаления нагара лучше всего слегка отшлифовать его: Тогда поверхностный слой будет более плотным.
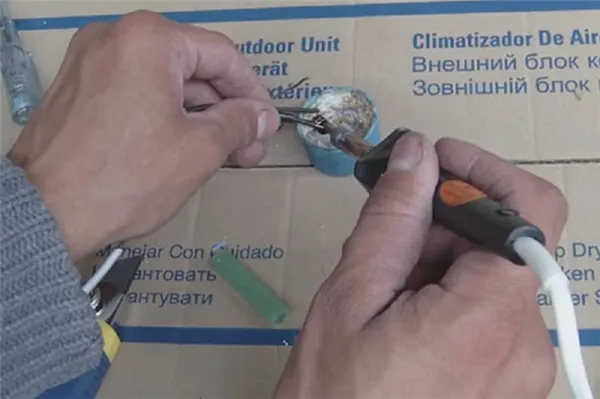
Затем нагревают паяльник, но, не доводя его до рабочей температуры, слегка обмазывают канифолью и, пока она нагревается, водят по паяльнику, чтобы добиться хорошего лужения.
Второй случай отличается тем, что механическая очистка, даже лезвием ножа, может повредить внешнюю поверхность никелевого слоя. Образуются микротрещины, и сердцевина штифта начинает разрушаться.
Самым безопасным в этом случае является другой метод: Загрязненный наконечник паяльника нагревается при высокой температуре около 450÷480 градусов в течение примерно пяти минут. За это время весь нагар просто сгорает. Затем нужно дать ему остыть до 280°.
Затем берут обычную целлюлозную палочку, используемую для чистки подошв утюгов, и окунают в нее наконечник, после чего обрабатывают специальным активатором. В противном случае можно также обработать его паяльной губкой. Смачивать ее следует не обычной водой, а водно-глицериновой смесью в соотношении 7/3, где 7 частей — глицерин.
Чистота наконечника паяльника — первое условие хорошего результата пайки.
Здесь также важно правильно выбрать паяльник нужной мощности, так как каждый тип предназначен для соединения металлов разного объема и размеров. Примите во внимание:
- Мощные модели хорошо создают высокий нагрев соединяемых деталей, но они легко пережигают малогабаритные электронные детали и дорожки плат.
- Низковатные паяльники используют при точной пайке маломощных транзисторов и микросхем, но ими невозможно нормально прогреть провода.
Я предпочитаю тканевые трансплантаты: Наверное, это вопрос привычки и необходимости работать в разных местах. Я использую заводской паяльник, минуточку, из советской эпохи.


Он немного тяжеловат, но отлично подходит для пайки 2,5-дюймовых кабелей, а медные наконечники для горелок я делаю сам. У электрика всегда есть в запасе это сырье.
Нагрев клемм происходит быстро. Продолжительность нагрева регулируется ручкой на рукоятке, и вы можете визуально контролировать процесс по дыму, который производит канифоль.
Назначение канифоли
Прежде чем рассказать о назначении канифоли, необходимо пояснить разницу между пайкой и сваркой:
- В процессе сварки кромки соединяемых деталей расплавляются, жидкие фазы смешиваются и, затвердевая, образуют неразъёмное соединение.
- При пайке соединяемые детали остаются в твёрдом состоянии, а расплавляется только металл, служащий для соединения – припой. Расплавленный припой растекается по соединяемым кромкам и при застывании образует неразъёмное соединение.
Для обеспечения качества кромки соединяемых деталей при сварке должны быть тщательно смочены. Это достигается удалением солей и примесей путем стекания — в данном случае канифоли.
Что такое канифоль? Нормативные документы
Канифоль — это твердое, стеклообразное вещество. Канифоль аморфна, т.е. не имеет заметной температуры плавления и постепенно размягчается при нагревании. Размягчение начинается примерно при 55-70ºC, в зависимости от типа и качества.
Росин является компонентом смолы хвойных деревьев. Существуют различные процессы производства канифоли:
- Выпарить летучие вещества из сырой смолы;
- Экстрагировать органическими растворителями из древесных опилок;
- Перегнать талловое масло, являющегося отходом производства бумаги.
Качество канифоли в России регулируется двумя нормативными документами: ГОСТ 19113-84 «Канифоль сосновая» и ГОСТ 14201-83 «Канифоль таловая».
Сосновая канифоль несколько более тугоплавкая — температура размягчения примерно на 5 выше и больше, кислотная — на 5 — 10 мг KOH в 1 г продукта больше. Канифоль имеет более светлый цвет, чем сосновая канифоль, но окраска зависит от качества, т.е. степени очистки от примесей.

В розницу канифоль обычно продается в круглых металлических банках. Однако она может продаваться и как часть готового сварного шва — трубка из оловянного сплава, заполненная канифолью.
Как паять с канифолью
В целом, процесс сварки состоит из следующих операций:
- Механическая очистка соединяемых поверхностей;
- Разогрев жала паяльника;
- Нагрев соединяемых поверхностей;
- Обработка жала канифолью;
- Обработка поверхностей канифолью;
- Покрытие жала припоем (лужение);
- Соединение деталей и покрытие припоем стыка и прилегающих участков.
- Охлаждение соединения.
Теперь подробнее об отдельных операциях;
- Канифоль способна растворять окисные плёнки и частично восстанавливать их до металла. Если поверхность соединяемых деталей не покрыта видимыми загрязнениями, эту операцию можно пропустить. Она необходима, когда загрязнения или окислы покрывают поверхность настолько, что препятствуют смачивание её расплавленной канифолью и далее припоем.
- Ранее упоминалось о температуре начала размягчения канифоли в районе 55 – 70ºC. Но для того, чтобы надёжно покрыть жало паяльника и соединяемые детали, её надо разогреть до 100 — 130ºC. Критерием достаточной температуры жала является его свободное проникновение в массив твёрдой канифоли с появлением лёгкого дымка.
- Необходимость нагрева соединяемых поверхностей очень сильно зависит от их размеров. Если паять предстоит тонкие проводки, можно эту операцию пропустить. Надо понимать, что на холодной поверхности произойдёт быстрое охлаждение и застывание канифоли и припоя. Как следствие, не удастся добиться растворения окислов канифолью и достаточного растекания припоя. Поэтому необходимо перед началом пайки оценить, можно ли прогреть детали уже в процессе обработки флюсом или надо сделать это предварительно.
- Если паяльник используется в первый раз или долго не был в работе, можно пройтись по жалу металлической щёткой или тонкой наждачной бумагой. Но это требуется в самых запущенных случаях. Обычно достаточно разогреть его и обработать канифолью, а затем покрыть слоем олова – облудить. Теперь жало готово к работе.

Если был небольшой перерыв и сварочный штифт еще покрыт клеящим материалом, его не нужно лудить, а только нагреть и окунуть в канифоль.
- Далее готовим к пайке поверхность деталей. Как уже было сказано, может понадобиться нагрев стыковых поверхностей соединяемых деталей. Это определяется их массивностью и размерами жала паяльника. Если жало массивней деталей, можно обойтись без предварительного нагрева перед пайкой, а произвести его непосредственно в процессе обработки деталей канифолью.
Зажмите соединяемые поверхности в том положении, в котором они должны быть соединены, при необходимости нагрейте их, залейте флюсом, а затем нанесите расплавленный припой. С помощью наконечника паяльника дайте припою стечь по соединению и прилегающим участкам и дайте соединению остыть.
Процесс склеивания завершен.
Для чего нужна?
Как уже упоминалось, канифоль является естественным флюсом для сварки. Следует подчеркнуть, что она эффективно предотвращает образование оксидных слоев даже при температуре плавления до 150 градусов. Последние образуются на свариваемых металлических поверхностях и препятствуют идеальному соединению металла и припоя. В этом случае смола отвечает за быстрое растворение этих слоев.
Смола является хорошим диэлектриком. При этом не возникает проблем с потерей электропроводности сварных швов. Чтобы ответить на вопрос, зачем используется канифоль, следует отметить, что она значительно улучшает свойства сварного шва. В некоторых случаях такое течение может помочь избежать определенных недостатков. Это, например, ситуации, когда металл течет не так, как хотелось бы.
Опыт показывает, что канифоль часто используется без достаточных знаний из-за отсутствия опыта. Это может привести к недостаткам, так как поток не подходит для всех сварочных процессов и материалов. Канифоль — самый простой и дешевый флюс для сварки, который легко найти на рынке и в торговле. Стоит отметить его явные преимущества:
- низкая стоимость по сравнению с подавляющим большинством других флюсов;
- относительно низкая температура плавления, что, в свою очередь, дает возможность использовать его в процессе пайки при минимальном нагреве;
- универсальность при эксплуатации в домашних условиях;
- максимальная устойчивость к воздействию влаги;
- отсутствие как такового срока хранения;
- эффективная борьба с пленками, образуемыми оксидами на поверхностях металла;
- отсутствие токсичности.
Конечно, он не свободен от некоторых недостатков, к которым относятся следующие:
- сравнительно низкая активность, что негативно отражается на эффективности при однократном использовании;
- гигроскопичность ;
- ограниченность применения (как правило, канифоль используют преимущественно для максимально простых соединений);
- хрупкость, которую необходимо учитывать при транспортировке и хранении.
Разновидности
На сегодняшний день существует несколько видов описываемого физического флюса для сварки. Как уже было сказано, эксплуатационные характеристики канифоли напрямую зависят от способа ее производства. Поэтому при выборе конкретной марки рекомендуется уделять должное внимание свойствам материала.
Не менее важными являются условия эксплуатации и особенности материалов, для сварки которых будет использоваться канифоль.
Живичная
Название этого вида канифоли происходит от сырья, используемого для ее производства. Это сок (живица) хвойных деревьев. В подавляющем большинстве случаев в качестве сырья используется сосна. Это объясняется главным образом ее доступностью. Основной характеристикой текучей смолы является отсутствие в ней жирных кислот.
Экстракционная
Этот вид канифоли получают путем экстракции, обычно с использованием бензина и хвойной древесины. Она отличается от канифоли более темным оттенком и более низкой температурой размягчения. Температура размягчения составляет от 52 до 58 градусов Цельсия. Кислотность экстракционного потока для пайки составляет около 15 при содержании жирных кислот до 12 %.
Важно, чтобы свойства экстракционной канифоли после химического осветления были как можно ближе к свойствам канифольной живицы.
Талловая
Эту канифоль можно назвать побочным продуктом. На самом деле она является отходом производства сульфата целлюлозы. Исходным материалом для производства этого потока является сульфат мыла. При этом, учитывая характеристики и свойства материала, выделяют несколько. Кстати, самый высокий из них по своим эксплуатационным характеристикам очень похож на канифоль.
Как пользоваться?
Несмотря на кажущуюся простоту, важно знать, как правильно пользоваться паяльником. Весь процесс пайки с использованием любой из марок канифоли в качестве флюса можно кратко описать следующим образом:
- тщательная очистка спаиваемых поверхностей (механическая), если речь идет о схемах, то требуется убрать с платы частицы мусора и пыль;
- разогрев паяльника;
- прогрев места пайки;
- обработка жала паяльника флюсом (канифолью);
- обработка канифолью соединяемых поверхностей;
- лужение с припоем;
- непосредственно само соединение и покрытие стыка припоем;
- охлаждение спайки.
Опытные специалисты настоятельно рекомендуют помнить о нескольких важных моментах.
- Канифоль с учетом ее характеристик имеет способность, растворяя пленки оксидов, частично восстанавливать последние до состояния металла. Данная функция актуальна при наличии существенных загрязнений соединяемых поверхностей.
- Несмотря на то что температура размягчения описываемого флюса составляет 55-70 градусов, рекомендуется разогревать его до 100-130 градусов.
- Необходимость и степень прогрева спаиваемых поверхностей определяется в первую очередь их размерами. При соединении проводов небольшого сечения или при монтаже схем данный шаг можно смело пропустить. Однако стоит учитывать, что на холодной поверхности канифоль и припой очень быстро остынут. В итоге будет тяжело добиться растворения окислов и необходимого растекания металла.
- При первом или редком использовании паяльника перед началом работы по его жалу нелишним будет пройтись металлической щеткой или же мелкой наждачкой. Однако подобные меры будут актуальными в самых крайних, запущенных случаях. Чаще всего достаточно просто хорошо прогреть инструмент, качественно обработать жало канифолью и покрыть припоем (залудить). После незначительного перерыва в работе лужение жала не понадобится. Его можно просто опустить в канифоль и начать паять.
- Особое внимание следует уделить подготовке поверхностей. В процессе предварительного прогрева, если таковой необходим, важно принимать во внимание как размеры соединяемых элементов, так и габариты жала паяльника. Предварительно поверхности надо жестко зафиксировать в том положении, в котором они будут спаиваться. Затем они при необходимости прогреваются и покрываются канифолью. Следующий шаг – это непосредственно нанесение расплавленного припоя и монтаж. После останется остудить место спайки, и смыть остатки флюса.
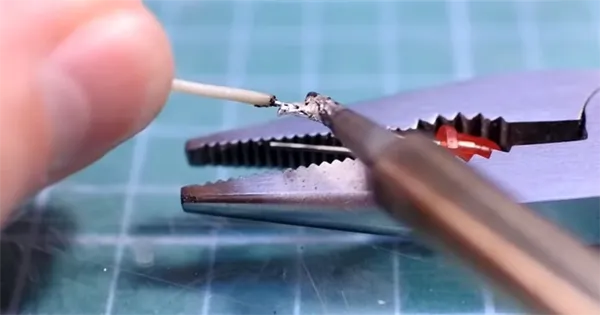
Еще один момент — это использование канифольного клея. Это стержни, намотанные на небольшие катушки. Это тонкие оловянно-свинцовые трубки с канифолью внутри. Эти стержни используются в качестве присадочного материала при сварке. Сначала соединяемые детали нагревают паяльником, а затем в зону сварки вводят трубку с канифолью. Сварка производится одновременными движениями присадочного металла и паяльника. Место соединения равномерно покрывается клеем и расплавом, что ускоряет и упрощает весь процесс.
Процесс применим, когда соединяемые детали не нуждаются в предварительной обработке. При выполнении описанных работ всегда обращайте внимание на безопасность. Необходимо помнить, что процесс сварки неизбежно связан с различными вредными факторами. Одним из наиболее важных являются потенциально опасные пары (пары канифоли, олова и свинца).
Способы пайки
После изучения свойств и характеристик канифольной смолы и флюсов на ее основе можно приступать к процессу сварки. Как происходит процесс?
Процесс сварки смолой состоит из нескольких процессов.
Первый процесс.

- Нагревают паяльник до необходимой температуры.
- На жале паяльника размещают немного легкоплавкого вещества, используемого в качестве припоя. Это может быть — олово, свинец, медь, сурьма, висмут, цинк, кадмий.
- Опускают жало паяльника вместе с выбранным припоем в канифоль, чтобы набрать смоляное вещество. При этом нужно учесть что, при полном нагреве паяльника должен появиться лёгкий дымок.
- Как можно быстрее — до испарения смолы — производят спайку необходимых деталей.
Описанный выше метод требует быстрых действий, осторожности и высокой степени точности. Он требует определенных навыков и умений. Поэтому можно выполнить сварку пайкой другим методом.

- Используют самый обыкновенный этиловый спирт в качестве основы для флюса.
- В спиртовой раствор добавляют порошок из канифоли. Взвесь хорошо перемешивают и оставляют до тех пор, пока канифоль полностью раствориться.
- Спиртовой раствор колофонской смолы наносят с помощью кисточки на детали, которые будут соединять с помощью пайки.
- Паяльник опускают в припой и вынимают, только когда жало паяльника будет полностью покрыто блестящей плёнкой.
- Захватывают ещё немного расплавленного припоя и быстро переносят к местам будущей спайки.
- Равномерно распределяют припой по всей поверхности — заслуживают места будущей спайки.
- Таким же способом переносят необходимую массу припоя, требующуюся для прочного сцепления в местах спая.
- После того как места спая остынут, их протирают с помощью влажной мягкой ткани и дают подсохнуть.
- Обрабатывают получившийся спай при помощи напильника. Вместо него можно использовать мелкозернистую наждачную бумагу.
- Протирают поверхность сухой тряпкой.
Эти методы используются для сварки деталей прутками.
Преимущества использования канифоли
Явные преимущества использования канифоли для сварки заключаются в следующем.
- Канифоль является диэлектриком и обладает прекрасными изоляционными свойствами.
- Её можно легко приобрести. Канифоль — доступный материал, продающийся в любом магазине, имеющем хозяйственный отдел.
- Бюджетная цена по сравнению с другими материалами, использующимися в качестве флюса при пайке.
- Возможность осуществлять пайку при её помощи даже при низкой температуре воздуха.
- Её можно использовать и при работе в домашней мастерской, и в промышленных масштабах.
- Канифоль не подвергается воздействию влаги, так как она не растворяется в воде.
- Обладает относительно большим сроком хранения.
- Обезжиривает детали и убирает с них оксидные плёнки.
- Канифоль может быть использована без дополнительной защиты.
- Этот материал не токсичен и может быть использован без применения средств дополнительной защиты.
Недостатки
Недостатки использования канифоли следующие:

- Довольно низкую активность вещества. Благодаря этому свойству спайка с её использование может не получиться сразу. Процесс использования канифоли требует определённых навыков и опыта. В дальнейшем обработку деталей с её помощью можно осуществлять намного быстрее.
- Флюс на основе этого вещества способен не выделять пар при спаивании. Такая гигроскопичность может вызвать коррозию обрабатываемого при пайке металла.
- Канифоль используют при обработке небольших деталей из простых металлов. Для обработки крупных частей и нержавейки используются флюсы из других материалов.
- Канифоль — довольно хрупкий, легко крошащийся материал, который может быть разрушен при определённых механических нагрузках. Такое свойство этого вещества нужно обязательно учитывать при осуществлении перевозки. Канифоль нужно особенно тщательно упаковывать при транспортировке.

В заключение следует отметить, что пайка современных компонентов, особенно микросхем и различных микросхем и других компонентов, используемых в радио- и электротехнике, является нелегким процессом и требует определенных навыков, особенно быстрой реакции, внимания и точности.
При пайке используются различные материалы, среди которых своими особыми свойствами выделяется канифоль. Она отличается особыми свойствами и при правильном использовании не вступает в реакцию с металлами швов и сварочными материалами.
Благодаря своим различным вариантам и практическим формам, в которых она доступна, канифоль остается одной из наиболее часто используемых жидкостей для сварки компонентов в электротехнической промышленности.
Свойства канифоли
Низкотемпературный ток, используемый с легкоплавкими клеями; температура плавления не позволяет использовать стержни при работе с твердыми сварочными элементами. Его основные свойства определяются составом и способом приготовления; даже самые прочные сорта не очень активны. В неумелых руках продукт может быть использован несколько раз. Относительным преимуществом канифоли является то, что она хорошо растекается, поэтому с ней можно безопасно работать даже при низких температурах. Это свойство позволяет работать в труднодоступных местах и помогает удалить окисленные отложения на поверхности ремонтируемого изделия. Жидкое вещество наносится на изделие заранее или кисточкой и, таким образом, работает без влияния температуры. Свойства могут варьироваться из-за химических добавок. Температура плавления канифоли начинается с 52°C, независимо от класса. Основным ингредиентом качественного продукта является формула гидрохлорида абиетиновой кислоты в пропорции от 60 до 90 %. Количество кислоты зависит от сферы применения, более дорогие сорта имеют высокую долю канифоли. Основу натуральных сортов составляют около 20 % нейтральных веществ, доля химических кислот достигает 10 % при определенном технологическом процессе. Жидкие сорта канифоли содержат растворители, эфир, спирт, бензин и т.д.
Применение канифоли
Перед использованием канифоли важно знать, что ее нельзя применять с тугоплавкими припоями. Температура кипения составляет 250 °C, в этом состоянии вещество испаряется. Флюс определяется как вспомогательное сырье, которое очищает поверхность от окисления, грязи и других неудовлетворительных последствий во время сварки.
Состав и свойства канифоли позволяют растворять при нагревании различные оксиды, состоящие из меди, олова или свинца.
Благодаря характерному свойству не содержать оксидов, она используется для очистки металлов во время сварки. Продукт часто используется в домашних условиях; на производственных предприятиях в состав добавляют флюс для сварки. Клеевая смола — самый распространенный метод сварки:
- паяльник подготавливается к работе, путем нагрева до рабочей температуры;
- на конце жала инструмента размещается вещество легкоплавкого типа, оно применяется качеством припоя, обычно состоит из отлива со свинцом с добавлением цинка, кадмия или висмута;
- вместе с веществом паяльник опускается во флюс, характерный дым указывает на произведенную реакцию, процесс происходит как можно быстрее, до испарения.
Метод используется при наличии определенного опыта; у неопытных мастеров могут возникнуть некоторые трудности в работе.
Техника пайки канифолью

Любую работу можно облегчить с помощью определенных продуктов, и сварка не является исключением. Для работы вам понадобится жидкая основа флюса — этиловый спирт. Вы можете сделать его самостоятельно, измельчив продукт и смешав его с растворителем. Жидкий раствор позволяет проникнуть в труднодоступные места и наносится непосредственно на область объекта.
- Нанесение производится при помощи кисти или зубочистки, после этого подготавливается паяльник.
- На разогретый паяльник наносится припой нужными количествами, в зависимости от размера соединения. Большим количеством припоя можно задеть соседние контакты, что нарушит схему работы ремонтируемого прибора.
- Распределение припоя происходит равномерно, надежного соединения можно достигнуть, прижав элемент к плате небольшим усилием.
- После снижения температуры, удаляются остатки флюса, т.к. он может растечься по соседним деталям и нарушить электропроводность.
Этот метод более удобен и помогает соединить даже мелкие детали. Паяльник используется в зависимости от вида соединения, температурный режим выбирается в зависимости от параметров плавления клеящего материала.
Основные достоинства
Каждый материал имеет определенные преимущества и недостатки, канифоль использовалась в сварке на протяжении многих лет и используется до сих пор. Основные преимущества материала заключаются в следующем:
- Диэлектрические свойства помогают избежать ненужных контактов на поверхности пайки.
- Доступная цена по сравнению с аналогами, имеется в свободной продаже в любых торговых точках радиоэлектроники.
- Процесс пайки с использованием изделия может производиться вне зависимости от окружающей среды, уровня влажности, температуры воздуха.
- Свойства изделия имеют защиту от воздействия к влаге, обдает большим сроком годности.
- Препятствует образованию налета ржавчины на металлических конструкциях, обезжиривает изделие.

Натуральный продукт можно использовать без средств индивидуальной защиты, так как он не токсичен. Его несложно использовать, можно самостоятельно приготовить нужную концентрацию и сорт, что позволяет комфортно работать.
Что такое канифоль
Смола представляет собой очищенную смолу хвойных деревьев, особенно сосны. Поэтому в России наиболее широко используется так называемая сосновая смола. Однако существует также канифоль из ели, пихты и кедра.

При пайке медных проводов канифоль используется в качестве флюса для удаления тонкого оксидного слоя на меди. К сожалению, алюминиевые провода нельзя сваривать с помощью олова и канифоли, так как для этого существуют специальные сварочные составы.
Для чего нужна канифоль
Как уже упоминалось, канифоль часто используется в качестве сварочного порошка. Это факт, что медь чувствительна к окислению, и без канифоли очень трудно сварить два провода вместе.

Канифоль используется для лужения проводов и удаления оксидного слоя, после чего олово легко растекается и хорошо прилипает к металлу.

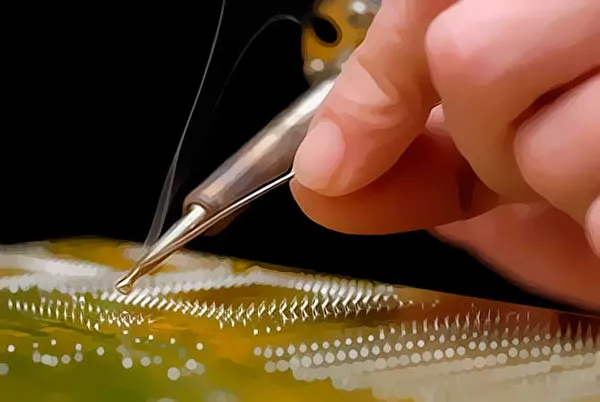
Пайка проводов с канифолью не представляет особой сложности. После зачистки концов провода нагретый наконечник паяльника окунается в канифоль, и канифоль наносится на концы провода. Затем на провода можно наносить расплавленное олово, которое после пайки канифолью гораздо лучше растекается по поверхности металла.
Где ещё используется канифоль
Стоит отметить, что канифоль используется не только в качестве флюса для сварки. Это природное вещество широко используется в производстве всевозможных красок, в качестве добавки в пластмассы и другие материалы.
Канифоль используется для шлифовки смычков музыкальных инструментов и обуви балетных танцоров. Порошкообразная канифоль используется в качестве добавки к лаку для повышения его текучести. В целом, канифоль сегодня используется во многих различных областях.

Кроме того, канифоль является отличным диэлектриком, то есть не проводит электричество. Все это является большим преимуществом, когда канифоль используется для изготовления изоляторов и печатных плат. По этой причине канифоль часто используется в радиолюбительских приложениях.
Что можно использовать вместо канифоли
Если канифоль недоступна, возникает вопрос: чем можно заменить канифоль при пайке? Подойдет любой флюс, совместимый с оборудованием и соединяемыми металлами. Можно использовать буру, жидкие составы и пастообразные вещества для сварки. Правильный состав для замены канифоли указан на упаковке флюса.

Если после пайки на плате или контактах остаются излишки канифоли, их необходимо удалить. Канифоль можно очистить теми же средствами, которые используются для удаления флюса. К ним относятся спирт, ацетон и растворители.
Очищающие средства не должны оказывать разрушающего воздействия на сварной шов и прилегающие детали. Поэтому перед использованием рекомендуется внимательно ознакомиться с инструкцией. Наносите спирт или растворитель только кистью и удаляйте его после этого впитывающим материалом.
Изготовление в домашних условиях
Если непонятно, что можно использовать вместо канифоли для пайки, всегда стоит попробовать рецепт самодельного флюса. По этой же схеме можно сделать из канифоли клей с хорошими сдвигающими и разделительными свойствами.
- Чистая банка из жести.
- Плита – газовая или электро.
- Живица сосны.
Правильная процедура:
Поскольку скипидар, содержащийся в смоле, необходимо отделить, поместите смолу в сосуд и нагрейте ее.
Это необходимо для того, чтобы расплавить и вскипятить сырье. Кипение смолы сопровождается появлением пузырьков — это и есть отделение скипидара. Как только отделение этой фракции завершится, извлеките нагретую смолу из чайника.
Для удобства заварочную смолу можно разлить в формы, например, в небольшие жестяные крышки. Конечный результат может быть немного темнее, чем промышленный продукт, поскольку процесс должен проводиться в домашних условиях без очистки.
Цвет не влияет на качество и использование в сварке.
Техники безопасности
При работе со сварочным оборудованием необходимо соблюдать некоторые правила для сохранения здоровья.
- Защита органов дыхания. Несмотря на безопасность канифоли, дым от нагрева может вызвать аллергическую реакцию. Рабочее место должно быть с вентиляцией, можно использовать респиратор.
- Смола повышает текучесть олова, поэтому паяльником с каплей припоя нужно действовать аккуратно. Раскаленный металл может стать причиной ожога.
- Очистку зоны пайки от смолы с помощью ацетонов необходимо производить после отключения оборудования. Это снизит риск возгорания растворителя.
- Жидкая канифоль как и паяльная кислота обязательно хранится в плотно закрытой таре.
Канифольный продукт имеет множество применений. Использовать канифоль для заделки или сварки безопасно — сырье полностью экологически чистое. Предпочтительно начинать работу с этой жидкостью, практикуя сварку на ненужных швах.